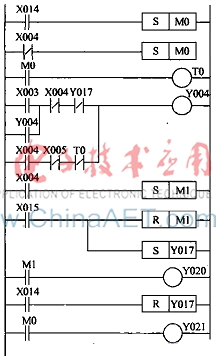
完成PLC与计算机之间信息传递的PLC梯形图如图所示。
说明如下:
1)当5#工位光电开关检测到陶坯到达的信号时,一方面5#电动机停转,另一方面向计算机发出陶坯到位信号RP。
2)计算机收到这个信号后,立即向PLC发出应答陶坯到位信号ARP,同时向机器人控制器和转台伺服系统发出相应信号,PLC收到ARP信号后,电磁铁夹紧托盘,并将陶坯到位信号复位,接着,计算机和转台按照编定的程序进行动作。
3)喷涂完毕后.计算机向PLC发出喷涂完毕信号SF。PLC收到此信号后,向计算机发出相应的喷涂完毕信号ASF,同时央紧电磁铁松开,‘延时0. 5s后,5#电动机起动,将陶坯送出。
(4)结论该机器人施釉生产线PLC自动控制系统通过现场的安装调试,运行情况良好,基本达到了预期目标,充分发挥了PLC控制系统运行可靠、控制灵活、维护方便的优点。它的成功应用,说明PLC在传统行业技术改造中大有作为。
