
简介:物流行业刚刚成为国家重点扶持的十大振兴行业之一,在整个物流产业链中立体仓库占有极其重要的作用。现代激光测距与定位技术在立体仓库有着重要的作用,在有轨巷道堆垛机自动控制系统中的应用,实现了堆垛机的绝对定位。不仅有效解决了计数与定位的精度与可靠性.而且方便地实现平滑调速,从而提升堆垛机的整机性能。
随着物流领域的自动化程度越采越高,各种信息技术如光电技术、计算机技术、控制技术等得到广泛的应用,其中激光检测技术凭借其在测距、定位等方面的优势,在激光堆垛机和自动导向机等设备中起到了关键作用,并积极推动了物流系统整体性能的提升。
特别是在有轨巷道堆垛机自动控制系统中,激光测距与定位、PLC控制、分布式现场总线、矢量变频调速等技术的应用,使有轨巷道堆垛机控制系统超越了原有的设计思路,实现堆垛机的绝对认址,不仅有效解决了计数与定位的精度与可靠性问题,并且方便地实现平滑调速,优化陋曲线、优化起动与制动性能,从而提升了堆垛机的整机性能,确保整机性能可靠、平稳、高效。目前,该技术已广泛应用于机械、食品、烟草、电子、汽车、配送中心、药品、电器和仓储等领域。
系统构成和硬件配置:
自动化立体仓库 (As/Rs)是土建、机械、电气、通讯、信息等多专业的综合工程。其中,机械设备包括立体货架、搬运机械、输送设备、分配小车、出入库台、货箱及托盘等设备;电气设备包括电控装置、驱动装置、变频装置、操作面板、PLC控制模块、检测装置、通讯设备、监控调度设备、计算机管理设备,以及屏幕显示图像监视等设备;计算机系统主要包括监控系统、管理系统、数据库服务器、通讯系统、计算机网络控制等组成部分。
在提升了堆垛机的整机性能方面,邦纳公司推出LT7长距离激光传感器,该传感器为高精度,超长距离的“Time-of-Flight”激光距离传感器,其检测距离达到250米。其主要产品特点如下:
可选反射板式,2个PNP输出,检测距离可达250m;
选直反式,2个PNP输出,模拟量4-20mA输出,背景抑制,检测距离达10m;
提供2个报警输出,配合LCD显示,易于故障分析;
按键教导,可通过按键或串行接口完成;
连续的检测距离显示;
10 mm线性度 ;
可选RS-422和SSI接头;
使用可视2级激光,精确对准;
快速预热,漂移减到最小
自动化立体仓库(As/Rs)是土建、机械、电气、通讯、信息等多专业的综合工程,主要由土建设备、机械设备、电气设备和I计算机系统设备等四类设备组成,其中,机械设备包括立体货架、搬运机械、输送设备、分配小车、出入库台、货箱及托盘等设备;电气设备包括电控装置、驱动装置、变频装置、操作面板、 PLC控制模块、检测装置、通讯设备、监
控调度设备、计算机管理设备,以及屏幕显示图像监视等设备;计算机系统主要包括监控系统、管理系统、数据库服务器、通讯系统、计算机网络控制等组成部分。
1.AS,RS系统构成
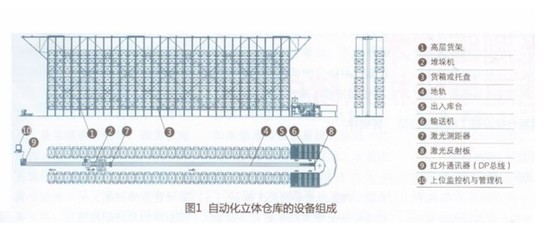
As/Rs自动化立体仓库由立体库货架、堆垛机、货箱、地轨、出入库台、输送机、激光测g巨、通讯设备、监控设备等组成,如图1所示。其主要工作流程如下:
入库作业流程:接收入库作业命令一出入库台一取货箱一堆垛机一立体库货架一存货箱一返回出入库台一入库作业完成待机:
出库作业流程:接收出库作业命令一去目的地址一立体库货架一取货箱一堆垛机一出入 库台一存货箱一输送机一出入库台一完成出库到入库台待机。
图1所示为一个巷道的自动化立体仓库。通常情况下,立体库由多个巷道组成。巷道有 轨堆垛机是自动化立体仓库的核心装备及主要搬运设备,其主要用途是在高层立体货架的巷 道内来回穿梭运行,将位于巷道口_的货物自动存取,并放入摆定的货位即入库竹业.或者取 矗j货位内的货物运送到巷道口即出库作业.或名将货物从一个货付碜位豉八到蔓一个货1i e},即盘库移货作业,广泛应用于供应链物流、精确仓储、快速配送中。
堆垛机总体结构及主要电气元件布置如图2所示:
2。堆垛机电控系统总线网络结构
整个自动化立体仓库系统的数据通讯采用Profibus—DP网络进行,将PLC可编程控制器、激光测距器、水平运行变频器、升降运行变频器、货叉运行变频器、控制面板触摸屏、上位监控祝等连接刻Profibus—DP网络中.绢成一个Profibus—DP瓤络,并为连接在DP瓯络上董每个部件都分配灭同的DP总线地址.通过访问不同的DP总线地址实现对其相应;E件的致
。并对数据送行处理,实现堆垛饥的定位测距与调速自动控制。
1.激光测距与定位的实现
(1)货位基础数据的初始化与自学习
在PLC上电初始化自检测时,通过激光测距器将出入库台和每一个货格的绝对地址数据读出。并自动保存到PLC内部的货位地址数据表DB0中。进行货位地址数据表的修改设置与保存固化,形成货位地址数据表DB0供堆垛机运行定位使用,完成原始数据的初始化和固化校准。
(2)堆垛机的作业数据处理
当堆垛机接收到上位监控机或操作面板触摸屏下达的作业指令时,PLC可编程控制器接受作业指令,并根据作业指令装入目标指针,修改目标指针并指向货位地址数据表DB0相应的位置,将目标指针对应的数据读出作为当前作业目的地址LN;同时,通过激光测距器读取堆垛机当前地址ID0,并存储在PLc内供程序计算用。
(3)激光测距与定位的实现
通过PLC程序对以上数据的处理,实现堆垛机的认址与定位。由于激光测距实现了绝对认址,实现了货位设定的数字化,从而方便了货位数据、出入库台位置、运行速度值等的设置,易于实现数据比较、计数、自动换速及精准定位等功能。
2.堆垛机平滑调速的实现
通过PLC采集到动态运行数据后,通过公式△L=LN—ID0可以计算出当前列地址ID0与目的列地址LN的位移差△L。由于堆垛机的计算速度是由位移差计算得出,因此,计算速度是随着位移差的变化而连续变化的,这样就可以连续地控制堆垛机的运行速度,并通过程序自动进行换速,从而实现堆垛机的平滑调速。
通常,堆垛机的最大运行速度受堆垛机机构、电机性能、功率、负载及安全等方面的限制,设有一个最大限速值;堆垛机的最小运行速度受到负载与拖动力矩等的影响,设有一个最小速度限制,否则低速时就无法拖动和正常工作。
通过激光测距与定位技术在巷道堆垛机系统中的应用,实现了堆垛机的绝对认址技术,相比传统的检测片相对认址技术,不仅有效地提高了检测速度和效率,还有效解决了计数与定位的精度与可靠性问题。此外,还实现了测距、编址和调速的数字化,使库台和货位地址变更、调速曲线优化、起动与制动性能优化等易于实现,从而大大提升堆垛机的整机性能,确保了堆垛机的定位精度、运行平稳性和运动噪音等关键参数。