一、概述
立式摆盒机是近几年出现在国内市场上的,自从该机械把传送主轴改成用伺服电机后,大大减少了机械在传送过程中出现的位置偏差的,能够准确的把产品传送到指定的位置。同时还具有人工离机操作,确保安全、改善劳动条件等优点。
二、工艺简介
摆盒机由上位机系统、伺服系统、摆盒机主机三部分组成。其工作原理:通过上位机系统发送指令脉冲到伺服驱动器,伺服驱动器根据指令脉冲控制电机运转,把盒子运送到指定位置。工作基本过程:由吸盘从进料口吸取一个盒子,放到X轴主线上,由伺服电机带动X轴运到另一端,在由Y轴伺服电机带动Y轴主线把盒子运到指定位置。
三、设备组成
摆盒机由上位机系统、伺服驱动器、伺服电机,摆盒机主机等组成。A、上位机系统主要完成运动轨迹的设计,并把运动轨迹以脉冲的形式发送给驱动器。B、伺服系统:主要把上位机系统发送过来的脉冲转化成驱动器电机的带有功率的信号(脉冲串),C、摆盒机主机:由吸盘从进料口吸取一个盒子,放到X轴主线上,由伺服电机带动X轴运到另一端,在由Y轴电机带动Y轴主线把盒子运到指定位置。
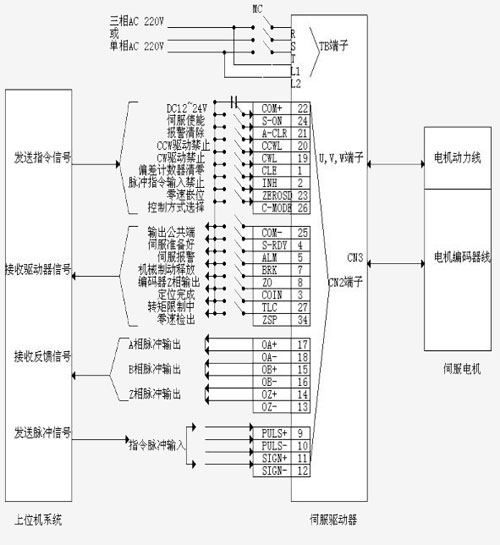
四、控制线(CN2)接线图与伺服参数设置
1)、控制线(CN2)接线图:
2)参数设置说明:
P4=0(控制方式选择,0:位置控制);
P9=3(电机型号选择,不同电机此参数不同,3:代表60电机(200W);
P11=3000(位置环增益,范围500-8000);
P14=800(速度环增益,范围500-8000);
P15=2000(速度环积分时间常数,范围500—8000);
P38=1250(电流环增益,范围500—8000);
P27=1(脉冲输入逻辑取反,用于改变电机方向,范围0/1);
P64=64( 使能信号选择:0:使能信号由系统给定
64:使能信号由驱动器给定);
P81=10/15(电机瞬间过载倍数,范围0~300);
P82=50(电机瞬间过载时间,范围0~5000);
五、调试与注意事项
1)、调试步骤:
A、正确接好电机动力线(U,V,W),编码器线(CN3),电源线(L1,L2,R,S,T),接好控制线(CN2);
B、低速运行一下电机,看电机方向是否正确(可通过调节PA26,PA27参数来改变电机方向);
C、根据要求设置好伺服驱动器的电子齿轮比(PA31/PA32);
D、完成上述步骤后,在运行一下电机,看电机声音是否正常,电机刚性是否满足,以及响应时间;(可通过调节:位置环参数PA11,PA12,PA13;速度环参数PA14,PA15;电流环参数PA38,PA41)。
E、调节后,运行一下,看运行是否满足客户要求,如不满足,重复D步骤,直到满足客户要求。
2)、注意事项:
A、接动力线(U,V,W)时,一定要一一对应接到U,V,W端子上。不能通过改变U,V,W相序来改变电机方向,可通过调节参数来该变电机方向。
B、接控制线(CN2)时,一定要有一端接屏蔽线。避免外界对控制信号的干扰。
C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线,电源线严格分开。
3)、结果:
运行后,能很好满足客户要求,电机声音良好,听不到声音,响应性能很好达到客户要求。客户对调节后的结果很满意。
六、故障与排除方法
1)、故障:上位机一给信号电机就跑飞了,驱动器出现09号报警;
排除方法:检查电机动力线(U,V,W)相序是否接错,查看驱动器PA9(电机型号选择)是否设置正确。
2)、故障:出现27号报警
排除方法:查看电机编码器线(CN3)是否松了。固定好后在试。
3)、故障:上位机发送脉冲,电机不运行
排除方法:查看控制线(CN2)中的信号线是否错,查看伺服驱动器PA64看是否设置正确,驱动器内部使能(PA64=64),上位机使能(PA64=0).
4)、故障:运行过程中出现01号报警;
排除方法:过载保护,看P81(瞬间过载倍数)是否设置过低。可以相对把P81设置高些。
七、总结
此摆盒机充分结合了东能伺服EPS2系列的响应快、定位精确、整定时间短、运行平稳以及电机声音小等优点。从而很好满足客户对摆盒机的要求,使客户达到最大的满意度。此设备向客户充分展示了东能伺服的优势,同时也提高了摆盒机在市场上的竞争力。
