
引言
自动化控制、计算机、通信、网络等技术的发展,导致了自动化领域的深刻变革。信息技术的飞速发展,使得自动化系统结构逐步形成全分布式网络集成自控系统。现场总线(fieldbus)正是顺应这一形势发展起来的新技术。现场总线是应用在生产现场、微机化测量控制设备之间实现双向串行多节点数字通信的系统,也被称为开放式、数字化、多点通信的底层控制网络。现场总线控制系统" title="控制系统">控制系统FCS(fieldbus control system),是继基地式气动仪表控制系统、电动单元组合式模拟仪表控制系统、集中式数字控制系统、集散控制系统DCS后的基于现场总线的新一代控制系统。目前,比较具有影响力的现场总线有:基金会现场总线(FF,Foundation Fieldbus)、LonWorks、PROFIBUS、CAN和HART等等。其中,PROFIBUS是当前最为流行的现场总线技术之一。
PROFIBUS是德国90年代初制定的国家工业现场总线协议标准,代号DIN19245。PROFIBUS于1996年成为欧洲标准EN50170,1999年底成为国际标准IEC61158的组成部分,已被全世界接受。
PROFIBUS根据应用特点可分为PROFIBUS-DP" title="PROFIBUS-DP">PROFIBUS-DP,PROFIBUS-FMS,PROFIBUS-PA三个兼容版本。
PROFIBUS-DP:经过优化的高速、廉价的通信连接,专为自动控制系统和设备级分散I/O之间通信设计,使用PROFIBUS-DP模块可取代价格昂贵的24V或0~20mA并行信号线,用于分布式控制系统数据传输。
PROFIBUS-FMS:解决车间级通用性通信任务,提高大量的通信服务,完成中等传输速度的循环和非循环通信任务,用于纺织工业、楼宇自动化、电气传动、传感器和执行器、可编程程序控制器、低压开关设备等一般自动化控制。
PROFIBUS-PA:专为过程自动化设计,标准的本征安全的传输技术,实现了IEC1158-2中规定的通信规程,用于对安全性要求较高的场合及由总线供电的站点。
1 PROFIBUS 基本特性
1.1 协议结构
PROFIBUS协议的结构定向根据ISO7498国际标准以开放系统互联网络OSI为参考模型。PROFIBUS协议结构采用OSI的第一层、第二层和第七层。物理层定义了物理特性,它上接数据链路层,下连媒介。发送时物理层编码并调制来自数据链路层的信息,用物理信号驱动媒介。接收时物理层用来对媒介的信号进行解调和解码。数据链路层定义总线存储协议,执行总线通信规则,处理出错检测、出错恢复、仲裁和调度。应用层定义了应用功能,完成信息指令的翻译,掌握数据的结构和意义。用户层是数据和应用软件。
1.2 传输技术
由于单一的传输技术不可能兼顾传输可靠性、传输距离和高速传输等要求,PROFIBUS提供三种类型:DP和FMS的RS485传输;PA的IEC1158-2传输;光纤(FO)传输。PROFIBUS-DP和PROFIBUS-PA之间可通过DP/PA耦合器(Coupler)或链接器(Link)相连接。
1.3 存取协议
PROFIBUS的DP,FMS,和PA均使用单一的总线存取协议,通过OSI参考模型的第二层实现,包括数据的可靠性以及传输协议和报文的处理。PROFIBUS总线存取协议包括主站之间的令牌传递方式和从站之间的主从方式。任意时刻只能有一个主站拥有令牌,直到该主站的时间片用完或已无信息传递,才将令牌按一定的环路传给下一个主站。这样保证每个主站在一个有限时间内得到总线的控制权。同时主站与从站采用轮询(Polling)存取方式,这样系统配置可能实现下列三种:纯主-从系统;纯主-主系统;混合系统。
2 SIMATIC S7-200系列PLC的基本通信方式
SIMATIC S7-200系列PLC适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论是独立运行还是相连成网络皆能实现复杂控制功能。此系列PLC的CPU型号有:CPU 221,CPU 222,CPU 224,CPU 226和CPU 226XM。本控制系统采用CPU224,它具有四种通讯方式:
一:PPI方式
PPI通讯协议是通过普通的两芯屏蔽双绞电缆进行联网,物理上采用RS485电平,波特率为9.6kbit/s,19.2kbit/s和187.5kbit/s。PPI通讯网络是一个令牌传递网。
二:MPI方式
S7-200可以通过内置接口连接到MPI网络上,波特率为19.2kbit/s,187.5kbit/s。S7-200 CPU在MPI网络中作为从站,它们彼此间不能通讯。
三:自由通讯方式
S7-200可以由用户自己定义通讯协议,与任何通讯协议公开的其它设备、控制器进行通讯。波特率最高为38.4kbit/s(可调整)。
四:PROFIBUS-DP网络
在S7-200系列的CPU中,都可以通过增加EM277扩展模块的方法支持PROFIBUS DP网络协议。最高传输速率可达12Mbit/s。
3 现场信号与系统监控软件之间的连接桥梁——OPC
现场总线作为开发的控制网络能实现现场设备之间、现场设备与控制室之间的信号通信。当现场信号传至监控计算机之后,如何实现计算机内部各应用程序之间的信息沟通与传递,即如何让现场信息出现在计算机的各应用平台上,OPC完美地解决了此类信息传递问题。OPC(OLE for Process Control)是过程控制中的对象链接嵌入技术,建立在Windows的对象链接嵌入(OLE,Object Linking and Embedding)、部件对象模块(COM,Component Object Model)、分布部件对象模块(DCOM,Distributed Component Object Model)技术的基础上进行开发的。OPC是一个开放的接口标准、技术规范。它的作用就是为服务器/客户的链接提供统一、标准的接口规范。按照这种统一规范,各客户/服务器之间可组成如图1所示的链接方式,各客户/服务器间形成即插即用的简单规范链接关系。

图1
有了OPC作为通用接口,就可把现场信号与上位机" title="上位机">上位机监控、人机界面软件方便地链接起来,还可以把它们与PC机的某些通用开发平台链接起来,如VB,VC++,Excel等。这样给我们开发上位机监控软件带来很大的方便。
4 系统实例简介
在石油工业中,由于控制的复杂性、现场多种设备相互之间存在干扰以及系统可靠性要求高等特点,所以在实际应用中常采用高可靠性的中央控制器如PLC和现场总线技术如PROFIBUS。在智能发油控制系统中就是采用SIMATIC S7-200 CPU224控制发油泵,并通过PROFIBUS-DP现场总线由工控机(或PC机)进行监控。
4.1 智能发油控制系统组成
本系统是由PROFIBUS-DP构成的单主站系统,具有简单设备一级的高速数据传输特性。系统组成如图2所示。
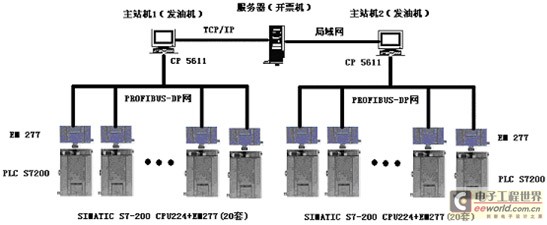
图2
(1) 整个控制系统连接在两路PROFIBUS-DP总线上,每路总线包含一个总站和20个DP从站,两个总站和开票机构成局域网,主站和从站之间为主从关系。
(2) 两个工控机主站和发票机通过TCP/IP协议,组成局域网。
(3) 系统以SIMATIC工控机作为DP类型2主站,通过现场总线接口卡CP5611使工控机与PROFIBUS-DP总线相连,能完成组态、运行、操作等功能。主站上的应用程序与CP5611的信息传递采用OPC通用接口服务软件实现。
(4) 每个从站完成对两路发油系统的监控和控制,采用SIMATIC S7-200系列CPU224模块,通过EM 277扩展模块以DP从站形式接入PROFIBUS-DP网络,按主/从模式向上位机发送数据。
4.2 智能发油控制系统的软件设计
软件部分包括Windows 2000操作系统、SIMATIC OPC接口服务软件、主站监控软件和从站编程软件。
4.2.1 从站发油控制系统PLC通信接口软件设计
从站发油控制系统的PLC采用了SIMATIC S7-200的配套编程工具Step7,完成硬件组态、参数设置、PLC程序编制、测试、调试和文档处理等功能。通常用户程序由组织块(OB)、功能块(FB、FC)和数据块(DB)构成,其中OB是系统操作程序与应用程序的接口界面,用于控制程序运行;FB、FC是用户子程序;DB是用户定义的数据存储区,在本系统中它是上位机监控软件与Step7程序的数据接口点,配置与其相对应的DB块就可实现上位机监控软件OPC与Step7程序的数据接口。其通信接口程序如下。
CALL “DP-SEND”
CPLADDR:=W#16#170
SEND :=P#DB1.DBX0.0 BYTE240
DONE :=M0.0
ERROR :=M0.1
STSTUS :=MW1
CALL DP-RECV
CPLADDR:=W#16#170
RECV :=P#DB2.DBX0.0 BYTE240
NDR :=M128.0
ERROR :=M128.1
STATUS :=MW46
DPSTATUS:=MB120
L DB2.DBW 0
L 0 == I
JC m001
CALL FC 63
M001: NOP 0
CALL FC 64
4.2.2 主站通信接口软件设计
工控机作为主站,是通过通讯卡CP5611与从站进行数据交换的。选择操作系统控制面板的Set PG/PA Interface 选项,对其硬件进行设置,可自动完成总线各部分配置。但对于自行开发的、带有Profibus-DP接口的从站,需要自己编写一个*.GSD文件加入到配置库中。本系统将EM 277的GSD文件加入至OPC服务接口配置库中,完成对总线配置后,即生成一个ldb文件供系统运行使用。
4.2.3 工控机人机界面设计
工控机的人机界面设计,即发油控制管理系统,以Windows 2000操作系统作为平台,通过标准通讯接口OPC,采用Microsoft VC++程序设计语言编制程序,完成系统的控制要求,实现对油库的储运收发过程进行监控和管理。开票机开出发票后,通过局域网将信号传给发油机,发油机则使用PROFIBUS-DP网通知下位机PLC,由PLC控制油泵,并检测油量计和温度,自动完成发油过程。图3为发油机主程序流程图。图4为PLC S7-200主程序流程图。
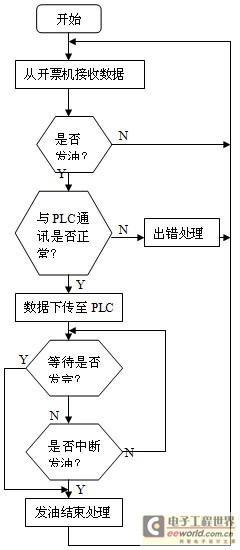
图3
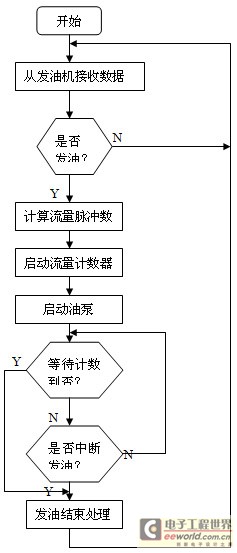
图4
5 结束语
工程实践证明,本控制系统采用PROFIBUS-DP网络技术实现分布式控制,网络速度快、可靠性高、开放性好、抗干扰能力强,给安装、调试和设备维护带来方便,提高了生产效率和管理水平。这种网络体系具有较高的性能价格比,并能根据用户要求扩展至较大的系统。