
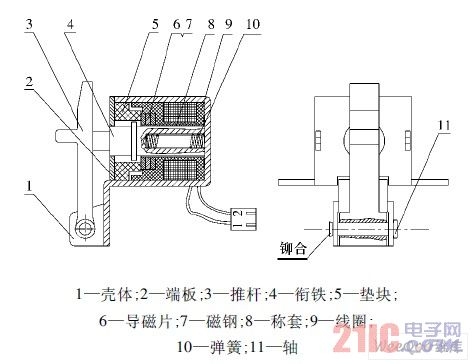
图1 脱扣器结构图。
1. 2 脱扣器机构工作原理
脱扣器是一种含有复位装置的断路器脱扣装置。它将磁性元件、导磁体、线圈、衬套、储能器、驱动元件等紧凑地安装在一个体积很小的壳体内,并由磁性元件、壳体、导磁片、动作元件组成一个特定的磁回路。常态下,衔铁在永磁体作用下保持吸合状态,即磁回路将储能器处于最大的势能状态,当控制器检测到主回路过载或短路时,给脱扣器一个一定强度的短时持续脉冲信号( 持续时间有软件控制),使线圈通有电流而产生反向磁通,破坏了脱扣器内的磁回路,储能器释放能量,衔铁弹出推动推杆,再推动断路器上的牵引杆执行动作,从而使断路器可靠分闸。
2 设计时因注意的问题
在选择脱扣器零件时应注意:
(1) 例如,HSM1z-160 脱扣器中弹簧力原设计P1 = (4. 0 ± 0. 4) N,P2 = (7. 0 ± 0. 7) N,生产过程中弹簧力偏下公差时,常常出现脱扣器脱扣而断路器却没有脱扣的情况。经不同弹簧力P1在4. 5 ~ 6 N,P2在7. 5 ~ 11 N 中的试验,当P2 >9. 2 N 时,会出现断路器机构部分已在合闸位置,但脱扣器却没有吸合,从而使断路器不能可靠合闸的状况。经过试验,最终弹簧力控制在P1 =(4. 8 ± 0. 4) N,P2 = (8. 0 ± 0. 8) N。由上例可知,弹簧力与断路器脱扣力相比,应有一定的裕度,但裕度不能太大,否则又增加了再扣力,使断路器不能可靠合闸;反之,虽然减小了再扣力,使断路器能可靠合闸,但也不能使断路器可靠分闸。因此,弹簧力必须适中。
(2) 线圈串接在线路中,流过的电流就大。为减少对电路的影响,线圈的导线应粗,匝数要少。例如,HSM1z-160 脱扣器中原线圈线径为0. 08 mm,有效圈数3000圈,后线径改为0. 09 mm,有效圈数2 500 圈。
(3)在选择壳体及铁心材料的导磁性同时,要考虑价格及流通度。实际设计中,因受体积及材料价格的限制,参考脱扣力、磁钢参数应先确定。
(4)脱扣器与断路器之间的行程设计也应合理,否则会影响到脱扣器对断路器的冲击力,以及再扣时断路器对脱扣器的作用力。例如:HSM1z-160 脱扣器中推杆长度由4. 5 mm 改为4. 0 mm,推杆长度与牵引杆间隙因确保在0. 5 ~ 1 mm 范围内,过小会影响冲击力;反之,会减小脱扣行程。
3 结构零件技术参数分析
以智能型断路器生产的各个规格的脱扣器为例作比较,大致可分为2 种:① 将储能器放在执行部件中,且在磁回路里(暂且称作A 类);② 将储能器放在执行部件外,且不在磁回路里( 暂且称作B 类)。规格为A 类的,适用于结构紧凑、体积小的壳架电流;规格为B 类的,适用于规格A类以外的整个断路器系列。其中,HSM1z-160 脱扣器结构属于规格为A 类的型式。
由HSM1z-160 智能型断路器内部空间的关系,要求脱扣器的设计体积必须小,也就对脱扣器的各个零件设计要求比较严格,作为关键件或主要件来设计。设计中,虽然每个零件都很重要,但实际生产中对脱扣器影响较大的却是个别。从HSM1z-160 脱扣器最初生产的几千个脱扣器中发现,影响比较大的零件是壳体和衔铁。最初,由于壳体和衔铁的材料为铁镍软磁合金,不是常备材料,加工前要求真空退火处理,加工后又要进行真空退火处理,因此,不但加工周期长,且价格比较贵,再加上铁镍软磁合金容易变形,除加工成形时有报废外,电镀时更易变形。虽然,工艺从滚镀到吊镀有所改变,但同端板铆合时还会变形。壳体变形会导致壳体密封性降低,也就增大了磁路气隙,进而影响脱扣脉冲电压的稳定。壳体的密封不一致比材料对整体的影响更大,因此,应选择具有一定导磁性、又不易变形的材料作壳体更恰当。
如B 类规格,就选择比较常见的冷轧钢板作为壳体材料,虽然导磁性降低,但一致性较好。脱扣器在设计轴时应考虑同端板的配合,轴径偏小,装配后虽能保证可以自如进出,但会左右摆动,从而影响产品的可靠性。在实际设计中,用实践与理论相结合的方法解决了轴孔配合问题。下面对2 类不同规格的脱扣器设计参数作一比较,如表1 所示。
表1 两种规格的脱扣器设计参数

4 功能与技术参数分析比较
智能型塑壳式断路器中脱扣器的驱动电路是一致的,都是通过脉冲信号控制MOS 管,通过MOS 管的开关功能控制脱扣器衔铁的动作。脱扣器功能与技术参数比较如表2 所示。
表2 脱扣器功能技术参数

当然,线圈匝数对脱扣器技术参数也有一定的影响。对于规格A 类产品而言,曾对线圈的匝数减少试验表明:其对脱扣器技术参数的影响并不明显。
在实际使用中,施加在规格为A 类与规格为B 类上的持续脉冲都应有限,主要原因有以下2点:
(1)导通时,流过线圈的电流较大,线圈容易产生发热。
(2)导通时,主回路电流过大,而总功率是一定的,则主回路电压就拉低,使控制器不能正常工作。
5 实际生产情况分析与改进
在已逐渐投入生产的产品中,现有的技术指标与国内、外差距不大,但是质量还不稳定。因此,提高可靠性及产品质量不仅是用户的要求,也是企业进行国内、外竞争的需要。
在最初的实际生产过程中,规格为A 类的结构,其脱扣器零件、成品的报废率居高不下,不仅浪费了财力、物力,提高了产品的成本,也严重影响了产品的正常供货。脱扣器零件作为主要件或关键件要求生产,在现有的生产条件下加工出的零件合格率偏低,每一点不足都可能导致成品的报废或不稳定。这就不适合在现有条件下的批量生产,必将失去产品的竞争力。因此,产品的改进势在必行,主要从以下3 方面进行改进。
5. 1 壳体的改进
针对壳体来讲,首先考虑对材料进行改进,脱扣器原先采用铁镍软磁合金带,虽然导磁性好,但材质较软,在加工及装配过程中易变形,且供货周期较长,而且冲加工前和加工后技术上都要求进行真空热处理,后将材料改为冷轧钢板,技术上也不用真空热处理;其次,对材料表面处理进行改进,原先材料表面处理为Ep. Ni10Cr0. 3,现改为Ep. Zn12. c2C。通过以上2 方面的改进后,脱扣器壳体易变形现象得到很大改进,同孔端铆合时保持性较好,解决了脱扣器脉冲电压不稳定现象,提高了产品的合格率,不但节约了成本,还缩短了加工周期。
5. 2 脱扣器衔铁的改进
原先脱扣器的衔铁用铁镍软磁合金棒,后改为通用的电磁纯铁棒。技术上要求将真空热处理取消,表面处理由Ep. Ni10Cr0. 3 改为Ep. Zn12.c2C。通过以上改进,不但节约了成本,还缩短了加工周期。
5. 3 材料和推杆的改进
在实际生产中,发现脱扣器同断路器的配合有不稳定现象,但脱扣器的各零件参数选择几乎达到极限,于是只能改变推杆。从原先的平面设计改为圆弧面,利用圆弧面接触面积小的特点,相对增大推杆的推力。这样,在不增大弹簧力的情况下可解决冲击力不足的现象,保证了断路器的可靠分闸和合闸。
通过以上改进原设计上的不足及改善零件制造过程中的工艺,对脱扣器壳体的改进,对脱扣器衔铁的改进和对脱扣器推杆外形结构进行改进后,经过一段时间的批量生产,质量明显提高,零件的报废率大幅度下降。因此,对智能断路器脱扣器的重新设计与改进,提高了产品整体的质量,提升了产品的竞争力。
6 结语
在产品开发中,要设计的产品能适合批量生产的才称得上是好的产品。在实际生产中,脱扣器零件加工工艺的优劣对脱扣器动作检测电压有着很大影响;有时,理论设计已非常合理,但往往一个零件加工工艺稍不太理想,就会引起脱扣器检测电压偏出范围。因此,只有经过反复摸索试验,才能设计出适合现有条件下大批量生产的产品。本文所述的塑壳式断路器脱扣的执行机构属低压电器制造技术领域,在塑壳式断路器有限的空间内设计出具有体积小、功耗低、动作快及工作可靠性高等特点的产品,对低压电器向智能化、模块化、小型化、通信化方向发展起到巨大的作用。