
摘 要: 本文首先介绍了传统注塑机的驱动系统,通过分析该系统的耗能情况提出三种改进方案,详细分析了各种方案的优缺点,并给出了相应的指导意见,最终介绍台达VJ注塑机专用伺服驱动器并给出对应的系统方案。
关键词:注塑机 伺服驱动器 定量泵 变频器 PQ驱动器
1 前言
根据塑料制品的市场分析,目前中国塑料机械行业产值每年约120亿元,而国内市场需求近220亿元,还有很大的需求缺口,注塑机的需求也逐步由南方向北方,东部向西部扩散,同时也带动塑料工业等关联产业的飞速发展。
近几年塑料行业发展越来越迅速,其中注塑行业也正迎来一个飞速发展的机遇。但同时行业内的竞争也日渐激烈,各厂家除了重视产品质量和品牌外,也越来越重视生产成本的控制。从注塑机工艺过程可知,电能消耗成本在注塑成型产品成本中占了很大的比例,因而能否有效减少电能损耗,受到了各注塑机厂家和用户的关注。
随着国家节能减排政策的深入,各企业都在考虑怎样节能以响应国家号召和减少生产成本,注塑机行业更是如此。实现效果显著的节能改造已经成为注塑行业提升的首要课题。本文在介绍传统注塑机驱动系统的基础上,结合注塑机的节能发展趋势提出三种改进方案并分析了相应优缺点,最终基于台达注塑机专用伺服驱动器给出一套节能型方案,值得业界参考。
2 传统注塑机工艺及能耗分析
普通注塑机通常采用液压传动,其结构包含注射装置、开合模装置、液压传动装置和电气控制装置,后者的作用是保证注塑机预定工序的要求(压力、速度、温度、时间、位置)和动作程序准确有效地工作。
在传统的注塑机中液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成,液压传动系统中的动力由电机带动油泵提供。其中,油泵绝大部分是定量油泵,电动机通常提供额定功率和转速,油泵将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求。
注塑机成型工艺是一个按照预定的周期性动作过程,即以合模---?射嘴前进---?射胶---?保压---?溶胶、冷却---?开模---取出制品---?将被注塑件放入模具中---?合模等加工工序达到某件产品成型。
各个过程所需的速度和压力因不同工艺而不同,即所需的液压油流量不同,因而注塑机整个动作过程对油泵电机来说是个变负载过程。在定量泵注塑机液压系统中,油泵电机始终以恒定转速提供恒定流量的液压油,各个动作中相应多余的液压油则通过溢流阀回流,从而造成电能的浪费。
注塑机按装模构造分为立式注塑机和卧式注塑机,如图1所示:
图1 立式注塑机和卧式注塑机示意图
经过测试一般单台传统注塑机能耗和所站例分别是
油压系统的耗能:75-80%
加热单元的耗能:10-15%
冷却系统的耗能:5-10%
控制组件的耗能:1- 5%
其中最大能耗部分:以油压系统用电量占注塑机的75%以上。同时锁模,射出,保压,冷却,开模等过程需要不同的压力和流量,对于油泵马达都是处在于负载变动的状态;当系统需求超过设定的流量及压力,会由溢流阀或比例阀来调整压力流量,这个过程称之为高压节流,造成的能量损失高达40%-75%。
3 传统注塑机驱动系统
传统注塑机的驱动系统通常由PQ控制器+定量泵+感应马达三部分组成,架构框图如图2所示:
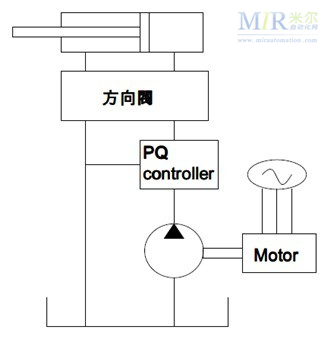
图2 传统注塑机驱动系统架构
传统注塑机系统进入保压时电机依然高速带动油泵满负荷运行,由于系统现在是保压状态所以不需要往系统里供油,因此通过油泵泵出的油通过安全阀又回到了油箱,这就造成了电能的浪费并且浪费的电能还会转换成热能使油箱的油温上升从而减少密封圈的寿命等不良现象。总之,采用传统注塑机驱动方式,保压及冷却时间越长,系统越耗能。
4 三种改进型驱动方式
4.1 变量泵驱动
上面介绍的传统注塑机驱动方式带来加大的电能浪费,业界又推出了变量泵驱动的注塑机,该系统通常由PQ控制器+变量泵+感应马达三部分组成,如图3所示:
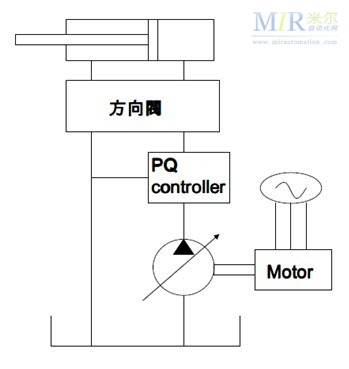
图3 变量泵驱动系统架构
改用变量泵的最大优点是,但系统处于保压时虽然电机高速运转但变量泵会根据系统压力的大小来调整自己的排量,即当系统压力达到设定值时变量泵会切换成小排量从而减少保压时泵的输出流量以减少电机的输出扭矩达到了减少电机功率输出最终实现了节能的效果。
总之,该方案的优点:有一定的节能效果,缺点:需要PQ控制器,并且电机还是处于高速运转状态,所以节能并非最佳。
4.2 变频器驱动
采用上述方式驱动,由于电机还是处在高速运转,所以这种方式的节能不是非常好,因此业界又研究用变频器来驱动,该系统通常由PQ控制器+变频器+变频马达+定量泵四部分组成,如图4所示:
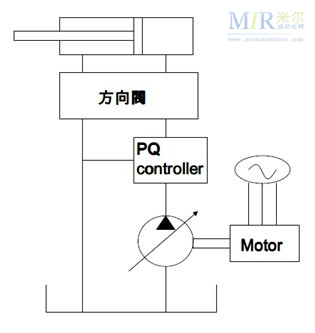
图4 变频器驱动系统架构
改用变频器来驱动电机最大的优点是当系统处于保压时,注塑机控制器会给一个比例流量信号给变频器告诉变频器现在要执行低速运转,这时变频器就驱动电机以很低的转速运转从而实现了节能的效果,但是由于变频器在启动和停止时都有加减速时间所以注塑机的运行周期要比没有加变频器要慢,因此对于保压时间短和工作时间短的产品不适合用变频器,只有保压时间长吨位比较大的注塑机是可以考虑用变频器来驱动的,并且用变频器进行节能改造最简单,基本上不会更改注塑机本身的机械结构,只是在电极的三相进在线加个变频器就可以了,目前台达F-G注塑机专用变频器在注塑机行业有成功的案例。
总之:此方案的优点在于改造简单有较好的节能效果;缺点则是在赶产能时,需切回市电,且依然需要PQ控制器。
4.3 伺服驱动器及伺服马达驱动
为了能使注塑机的驱动不仅不影响产能甚至可以提高产能,业界又开始用伺服驱动器和伺服电机来驱动,该系统通常由内建PQC伺服驱动器+伺服马达+定量泵三部分组成,如图5所示:
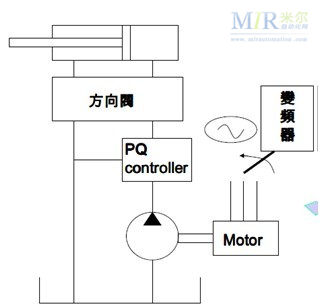
图5 伺服驱动器和伺服电机系统架构
用伺服驱动器的最大优点,首先是节能因为当系统保压时注塑机控制器会同时给压力和流量信号给驱动器,驱动器会根据PID换算后将低速驱动伺服电机运转实现节能,其次是产能得到很的提高因为伺服驱动器驱动伺服电机运转相应很快,而且伺服电机一般可以运转到2000转/分以上,所以注塑机在进行除保压状态外的其它工作状态时基本上执行的是速度模式其电机转速很快就可实现了注塑机运转周期加快,提高了产能,再次是系统保压时压力的稳定性很好,因为该驱动系统是个死循环控制系统,注塑机系统压力通过压力传感器传递到驱动器上并通过驱动器的PID快速调节响应,从而保证了系统压力的稳定性。
总之,此方案的优点:节能,快速,节省空间不需外购PQ控制器,油温低,油箱小;缺点:旧机改造时更换的部件比较多。
5 BWS专用伺服驱动方案
目前国内外有很多驱动器公司推出了注塑机专用的伺服驱动器,广州博玮伺服科技也推出了自己的BWS-BBZ型注塑机专用伺服驱动,系统图如图6所示:
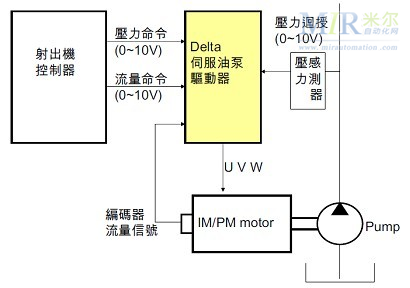
图6 BWS-BBZ专用伺服驱动方案
此方案具有以下特点:
(1) 超省电节能:在一定的条件下比传统定量泵油压系统省电60%
(2) 系统油温低:油温可以比传统的低5-10度
(3) 重复精度高:实现了精密的流量压力控制
(4) 保压时间长:对坐大尺寸塑料制品比较好
(5) 响应时间快:速度响应时间在40ms
(6) 耐恶劣环境:采用防油,防抖动,防尘的旋变编码器
综合来讲,此方案可以较好地实行注塑机的节能改造,提高系统运作效率,并且安全可靠,适合各种工业环境使用。
5 结语
随着业界伺服驱动技术的成熟,专用的伺服驱动器在注塑机改造中日渐得以广泛应用。实践证明,基于广州博玮伺服科技BWS-BBZ型注塑机专用伺服驱动器给出的伺服驱动方案,节能效果明显,精度高,适应性强,值得推广和应用。
【参考文献】
[1] 张甲敏等,注塑机控制及动力部分的改造 合成树脂与塑料工业【期刊】 2006
[2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2003
[3] BWS伺服使用手册 广州博玮伺服科技内部资料 2010