
为了检测等厚钢板激光焊接焊缝表面缺陷,采用结构光主动视觉检测法和数据拟合技术进行了焊缝图像表面缺陷检测的实验研究。首先采用高斯拟合法提取出具有亚像素精度的激光条纹图像中心线;然后通过最小二乘法拟合出2条直线和1条二次曲线,求直线和二次曲线的交点以获得精确的焊缝端点位置坐标;最后给出焊缝表面缺陷:凹度和凸度的计算方法,并以等厚钢板激光焊接焊缝为检测对象进行验证。结果表明,在此提出的基于数据拟合技术的焊缝表面缺陷图像检测方法为判断激光焊接焊缝质量是否合格提供了较为准确的判断依据。
0 引言
激光聚焦后光斑直径小、能量密度高,因而激光焊接具有焊缝深宽比大、热影响区窄、焊接速度快和焊缝美观等特点。但激光焊接对焊接接头装配精度和间隙的要求也非常高,激光焊接焊缝易出现咬边缺陷。并且,在激光焊接过程中因激光功率、光束特性、离焦量和焊接速度等参量的变动会出现焊缝凹度或凸度缺陷。在汽车行业,激光拼焊板的焊缝表面缺陷会影响到汽车的美观性和耐用性;而在钢铁行业带钢轧制过程中,焊缝凸度缺陷将直接影响到轧辊的使用寿命,而焊缝凹度缺陷更会导致带钢焊缝处断裂迫使生产中断。因此,研究激光焊接焊缝质量表面缺陷检测技术就显得非常重要。
激光焊接质量检测方法主要有3种:通过无损检测手段检测焊后焊缝应力集中和内部气孔缺陷;通过检测激光焊接过程中出现的熔池和小孔形态评估焊缝质量;通过结构光视觉检测焊后焊缝表面缺陷。结构光视觉方法检测焊后焊缝表面特征,可直接检测出焊缝表面的凹度、凸度和表面气孔等缺陷,具有快速性、实时性、检测精度高等明显优势。
1 激光条纹图像获取
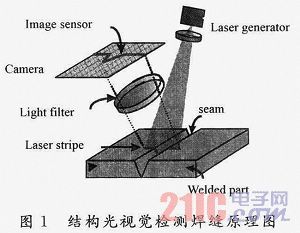
结构光视觉检测系统主要由线激光器和CCD相机构成。线激光器打出的光平面投射到焊缝表面被调制形成激光条纹。CCD相机采集到变形激光条纹的图像后,通过分析激光条纹的特征,对焊缝的焊接质量做出判定,结构光视觉检测原理如图1所示。为了避免背景及激光焊接强光的干扰,可在摄像机镜头前安装一个滤光片。为完成焊缝质量检测任务,需要先建立基于透视投影变换的结构光视觉检测模型并标定相关参数。
2 高斯拟合提取条纹中心线图像
精确提取激光条纹的中心线是结构光视觉检测图像处理关键的一步。高斯法提取激光条纹的中心主要是利用了激光条纹光强分布近似服从高斯分布的特性,在激光条纹法线方向拟合高斯曲线,求出极值点位置作为条纹中心。高斯拟合提取激光条纹中心算法如下:
(1)求激光条纹极大值图像fb。设图像函数为f(m,n)。其中m,n分别为图像的行和列;f(m,n)为图像像素在(m,n)处的灰度值。按条纹法线方向逐列搜索灰度极大值fmax,以fmax为阈值对焊缝图像二值化处理得图像fb,通过滤波去除伪极大值得到图像fc。
(2)边缘取中提取条纹近似中心。提取图像fc第j(j=1,2,…,n)列2个边缘所在的行为x,y,把位置((x+y)/2,j)作为条纹近似中心,该点像素灰度值的赋值为零,该点所在列其他像素灰度值的赋值为1,得到单像素中心线图像fd。
(3)高斯拟合求取条纹中心亚像素坐标。对于条纹图像的j列元素,以[i-s/2…i+s/2)]行为X向量,以[(i-s/2,j)…(i+s/2,j)]的灰度值为Y向量;i为图像fd单像素中心线j列对应的行位置;s为向量s第j列对应的元素,表示激光条纹j列位置对应的激光条纹宽度值,采用高斯拟合曲线求解方程组,确定条纹中心亚像素位置(xi,j)。
3 焊缝图像表面缺陷检测
3.1 焊缝图像端点位置识别
焊缝端点位置是焊缝轮廓上极为重要的特征点,是计算焊缝表面缺陷的基础。挺取出激光条纹的中心线,需要在中心线上识别出焊缝的端点位置。图2为激光焊接焊缝端面轮廓特征。由图2可知,线1和线2表现为直线特性,线3表现为曲线特性,且与二次曲线近似。采用最小二乘法分别拟合出直线1见式(1),直线2见式(2)和曲线3见式(3)。


联立方程(1)和(3)并去除无用点坐标可得焊缝端点B位置坐标,同理联立方程(2)和(3)可得焊缝端点位置A坐标。

3.2 表面缺陷计算方法
计算焊缝凹凸度实质上就是计算焊缝截面轮廓上介于A,B之间的点到图2中A和B间线段的距离的最大值,正值为凸度,负值为凹度。具体计算如下:
(1)首先由3.1节确定了端点A,B的位置坐标分别为A(xa,ya),B(xb,yb)以及拟合的介于端点A,B之间的二次曲线为y=a3x2+b3x+c3。 a3,b3,c3为二次曲线系数;A和B之间的线段为理想的焊缝端面轮廓,所在直线记为ax+by+c=0。
(2)在焊缝中心线图像上搜索介于端点A,B之间所有焊缝中心线的像素点,记录搜索到像素点的位置坐标(xi,yi)、判断点(xi,yi)和直线ax+by+c=0的位置关系,如果点(xi,yi)位于该直线上方,利用式(4)求点到该直线的距离并记为正,计入数组d+(i);如果点(xi,yi)位于该直线下方,利用式(4)求点到该直线的距离并记为负,计入数组d_(i)。

(3)在数组d+(i),d_(i)中搜索极大值如式(5)和式(6),即为以像素为单位的凹度和凸度,在应用中应转化为工件坐标系下具有实际单位的数值。

4 实验
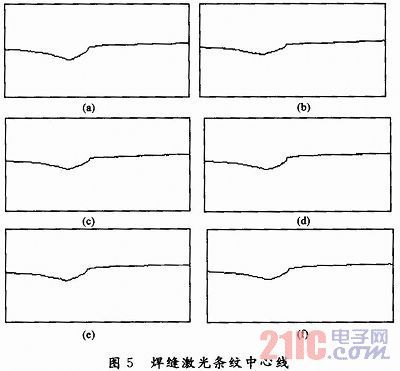
图3为带钢焊缝,焊缝长为1.25 m,厚度为2 mm,焊接平均速度为8.3 m/min,激光功率为8 kW。图4是采用结构光视觉检测系统采集到的6帧焊后焊缝结构光图像。图5是采用第2节算法对图4图像处理后得到的激光条纹中线心图像。图6是采用第3节直线和二次曲线拟合法计算出的焊缝精确端点位置。图6中的坐标单位为像素。
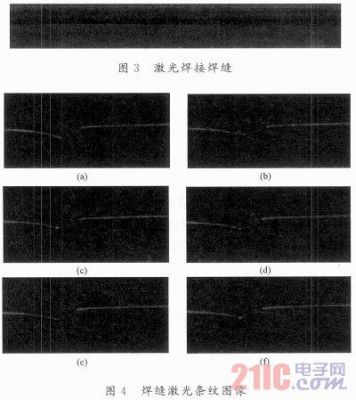
从图4可以看出,等厚板焊接时,焊缝截面的形状比较接近二次曲线,更适合采用二次曲线或更高次的曲线进行拟合。由于高次曲线拟合涉及到端点求解存在多解的问题,且次数越高,拟合时间越长,所以这里采用二次曲线来拟合焊缝的截面,焊缝截面两侧的激光条纹仍然用直线方式拟合,拟合结果如图6所示。拟合后直线和二次曲线的2个交点分别为焊缝的左端点和右端点位置,在图6中用星号表示。
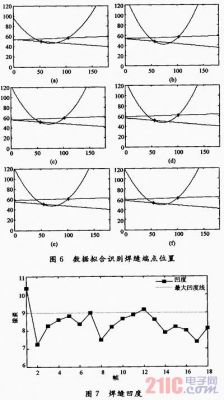
对图3的等厚板,连续取18帧激光条纹图像,根据前述步骤及式(5)和式(6)计算焊缝不同位置处的凹度凸度。从18帧激光条纹图像中计算出的均为凹度,凸度为0。以连续取到的各帧激光条纹图像的序号为横坐标,以该位置的凹度(单位像素)为纵坐标得图7。从图7可知,如果以9个像素单位为判断凹度是否合格的阈值,则焊缝在图像12帧处的位置凹度超标,该图像所在位置焊缝焊接质量判为不合格。
5 结语
结构光主动视觉检测在激光焊接质量检测中具有广泛的应用前景。本文针对结构光主动视觉采集到的焊缝表面的激光条纹特征进行研究,提出了通过直线拟合和二次曲线拟合准确获得等厚板激光焊接焊缝图像端点位置识别方法,并在此基础上计算出焊缝凹度和凸度缺陷,为判断激光焊接质量是否合格提供了判断依据。