
引言:
SPC即统计过程控制(Statistical Process Control)。SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
控制图是统计质量控制的基本工具,是一种把代表过程当前状态的样本信息与根据过程固有变异建立的控制限进行比较的方法。其主要用途是提供一种手段,以评估生产运行或管理过程是否处于“统计控制状态”。
控制图提供了一种评估和监察过程是否达到或维持“统计控制状态”的简单图示方法。判定方法是从一系列有序的样本或子组中得到统计度量值或图像与控制限进行比较而作出判定。根据判定的方式、数据的性质以及使用统计量的类型设计了不同种类的控制图。“统计量”一词强调,由于受抽取样本或测量过程本身的固有误差影响,样本观测值具有固有抽样变异性。
质量特性分类
? 计量值(variable):值可以取给定范围内的任何一个可能的数值。
计量型数据是在连续尺度下,通过测量和记录所考察的一组对象中每个个体的某种特性的数值大小而获得的观测值。
? 计数值(Attribute):值可以取一组特定的数值,而不能取这些数值之间的数值。分为计件型、计点型
计数型数据是通过记录所考察的一组对象中每个个体是否具有某种特性或属性,计算该样本中具有(或不具有)该特性或属性的个体的数量,或者记录所考察的个体、子组或一定面积、一定量之内某种特性或属性出现的次数而获得的观测值。
控制图的分类
v计量值控制图:
均值-极差控制图(![]() )
)
均值-标准差控制图(![]() )
)
单值-移动极差控制图(X-MR)
v计数值控制图:
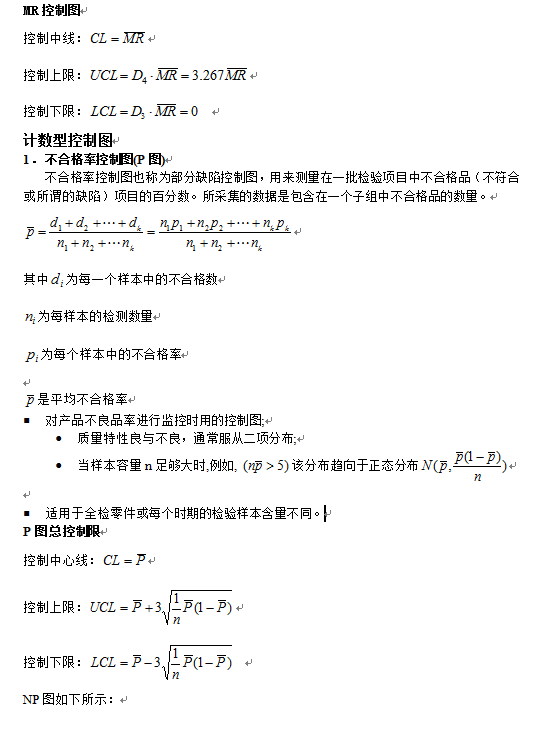
不良率控制图(p)
不良数控制图(Pn)
缺陷数控制图(c)
单位缺陷数控制图(u)
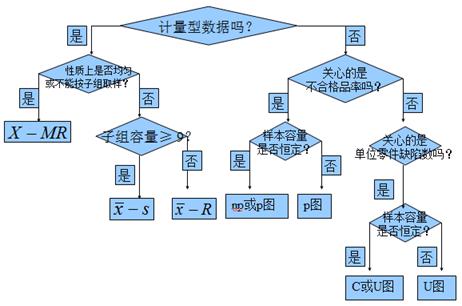
选择合适的控制图
.均值-极差控制图
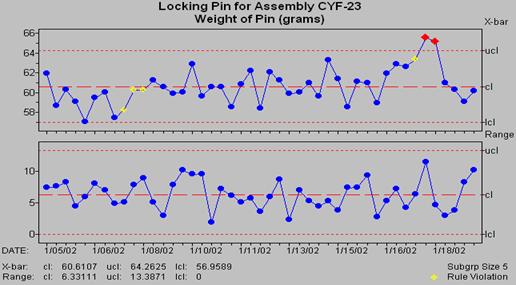
均值—极差控制图是一种适用于计量型数据的控制图,通过周期性地采集小样本(通常称为子组)来监视和分析一个过程,并且将子组均值绘制为上图(X-Bar图),将子组极差绘制为下图(Range图)。
特点:
? 最常用;最基本;
? 控制对象为计量值;
? 适用于n≤9的情况;
? 均值图用于观察和分析分布的均值的变化,即过程的集中趋势;
? 极差图观察和分析分布的分散情况,即过程的离散程度。
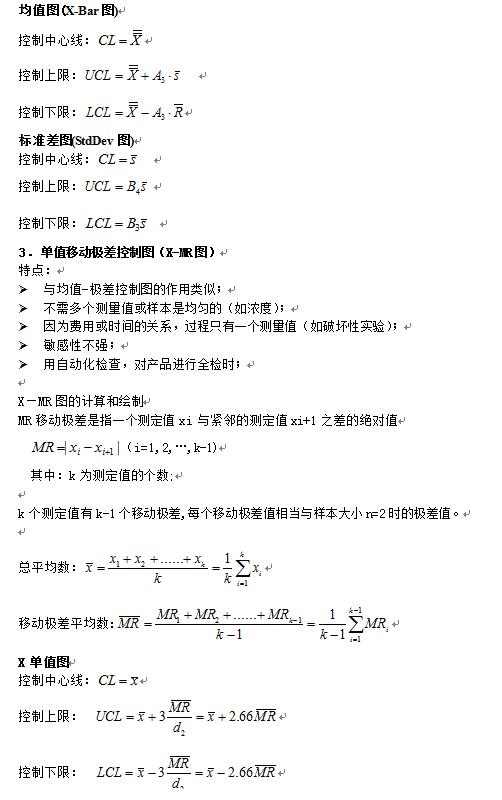
均值图(X-Bar图)
控制中心线:![]()
控制上限:![]()
控制下限:![]()
极差图(Range图)
控制中心线:CL=![]()
控制上限:![]()
控制下限:![]()
.均值-标准差控制图(![]() 图)
图)
均值—标准差控制图适用于计量型数据的控制图,通过周期性地采集小样本(通常称为子组)来监视和分析一个过程,并且将子组均值(![]() )绘制为上图,将子组标准偏差(S)绘制为下图。子组标准偏差常用于计算控制图的上下控制限。
)绘制为上图,将子组标准偏差(S)绘制为下图。子组标准偏差常用于计算控制图的上下控制限。
一般来讲,当出现下列一种或多种情况时用S图代替R图:
- 数据由计算机按设定时序记录和/或描图的,因s的计算程序容易集成化。
- 使用的子组样本容量较大,更有效的变差量度是合适的
- 由于容量大,计算比较方便时。
特点:
- 控制对象为计量值;
- 更精确;
- 均值图用于观察和分析分布的均值的变化,即过程的集中趋势;
- 标准差图观察和分析分布的分散情况,即过程的离散程度。
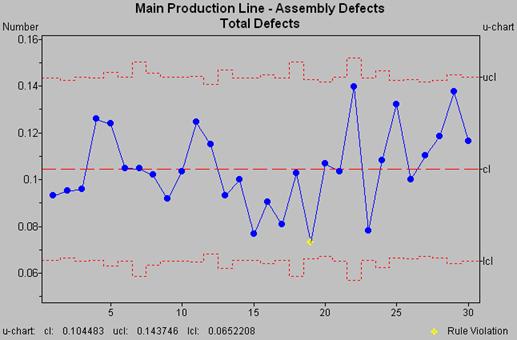
U图如下所示:
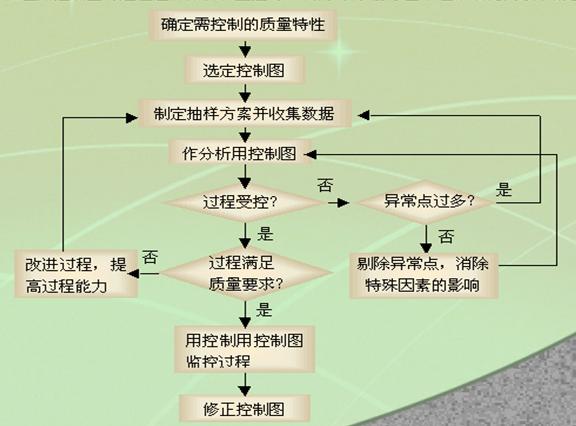
控制图的应用程序
参考文献:
[1]GB/T 4091-—2001《常规控图》
[2] GB/T 17989—2000《控制图通则和导引》