
1.引言
凹版印刷机,简称凹印机,又称凹版机。是将雕刻在印刷滚筒表面的凹陷图文浸没在油墨槽里转动,用特制的刮墨刀将印版空白部分的油墨刮净,然后在压力的作用下将图文部分的油墨转移到承印物上来完成印刷。具有层次丰富、色泽鲜明,适用的介质多(如薄膜、纸张等),适应范围广泛,耐印性好、印速高等特点,深受业内青睐。根据颜色的分类,可分为单色凹版机和多色凹版机。凹印机对同步与张力控制的稳定性和控制精度要求较高。
2.传统凹版机的控制方案组成与缺陷:
2.1组成:传统的七电机型凹印机控制系统是由PLC基本单元、模拟量模块、通用矢量变频器以及触摸屏组成。
2.2缺点:以上的方案是目前较为传统的控制方式,所有的控制集中在PLC来完成,变频器仅起驱动作用。
它虽然也能达到较好的控制效果,但是还是存在以下不足:
1) 由于张力的控制通过PLC的PID运算后再输出相应的模拟量给变频器,运算的程序量较大,而这部分扫描处理时间往往达到甚至超过30ms的时间,再输出到变频器就会有些响应滞后,影响了其控制精度;
2) 由于变频器调速时接收的信号是0-10V的模拟量弱电信号,容易受到变频器本身或外围所致的信号干扰;
3) 系统中因需要数个模拟量模块,导致成本增加,系统变得复杂化。
3.张力变频控制方案
以下结合东莞某印刷机械公司在七电机型凹版机的成功应用经验,克服以上传统方案的缺点,总结张力变频在同步与张力控制中的整体解决方案。
3.1系统配置:
张力变频器不仅具有变频驱动的常规功能,还集成了智能控制技术。使变频器同时具备张力与同步的运算控制功能。系统由PLC基本单元、CHV170张力变频器与触摸屏组成。
3.2方案优点:
1)同步控制与张力的运算全部集中在张力变频器里完成,PLC仅完成系统的逻辑控制与通讯。这样同步与张力的控制无须经过PLC运算的中间环节就可直接运算输出,响应速度与精度比传统方案的要高。
2)系统所需的参数设置如放卷初径、印刷辊外径,均通过PLC的一个晶体管脉冲输出信号,所发送脉冲数量为相关参数的设定值,发送完成后变频器有一个应答输出到PLC当中。这样即可完成PLC与变频之间信号发送与接收,程序简单。
3)省去PLC控制所需的模拟量模块,不但节省成本,系统的硬件与软件变得简易化,可靠性增强。
4)系统的维护变得更加简易与方便。
3.3七电机型凹版机的工艺控制流程:
七电机型凹版机是全自动凹版印刷机的主流产品,具有自动切料、接料的特点。它是由主机、前牵引、后牵引、双收卷与双放卷电机构成。印刷部分在主机部分完成。收料或收料切换在收卷部分完成,放料或放料切换在放卷部分完成。张力大小的设定一般是通过调节摆杆的气压来实现。
3.4凹印机系统控制接线图:
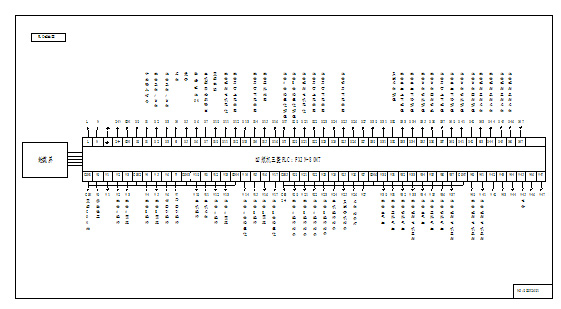
3.4.1 PLC接线图:
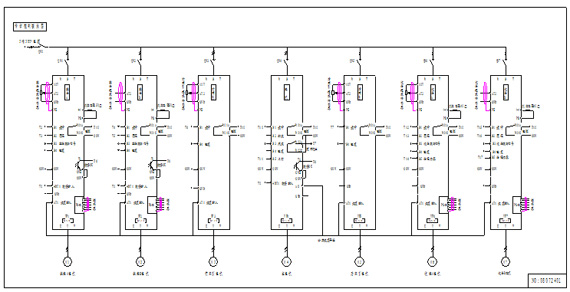
3.4.2变频控制接线图:
3.5工作过程说明:
系统启动后,主机为零速,变频的零速张紧功能起作用,可令各环节的摆杆处于平衡位置状态。此时通过加减速按钮来增加或减少主机的速度,主机速度通过模拟量输出口AO作为放卷、前牵引、后牵引与收卷变频AI1的公共速度输入信号的同步给定,各变频AI2的摆杆平衡位置作为张力给定信号,摆杆的摆动变化作为张力反馈信号,形成张力闭环反馈的速度控制。双收卷与双放卷一般都是只有一个在运行的,当前是哪个运行由PLC选定控制,放卷只有在换卷时,两个放卷变频才同时工作,收卷也如此。放卷或收卷变频的速度除了跟主机速度大小有关外,还与当前的卷径大小有关。这样既可以实现速度的同步控制,又可以实现张力的恒定。
关于脉冲通讯:
以上系统运行前,先通过触摸屏设定相关的印版外径、放卷的初径。由于所采用的PLC是晶体管输出型的,PLC可通过YO的脉冲输出通道,发送3K以内不同脉冲频率的脉冲数到变频器的高速脉冲输入口中,相关变频所设置接收脉冲频率不一样,这样变频就可接收到PLC发来的相应脉冲频率的脉冲数作为相关参数的给定。这些参数以及计长、翻转预设参数等,均可通过触摸屏进行设定。
3.6调试过程与参数设置:
1.装好编码器,断开电机负载。
2.电机参数设置
(1)根据电机铭牌参数设定到P2组相关参数当中;:
(2)进行参数自学习过程:将P0.17设成1,显示“RUN-0”,再按键盘“RUN” 键,电机自动运转,待键盘重新闪烁显示频率值时,参数自学习完成。
(3)用键盘起动,有编码器的请将P0.00设成1,编码器线数输入P3.10,修改P0.10频率值,观察零速0.00Hz,低速0.50Hz,中速20.0Hz,高速(最大频率值)时电机运转是否正常,运行电流是否平稳,如果不正常请重新进行参数自学习。
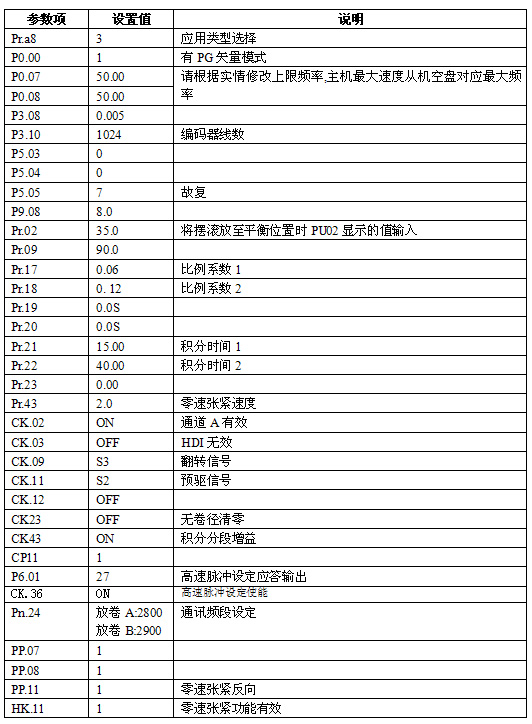
3.设置以下各项参数。
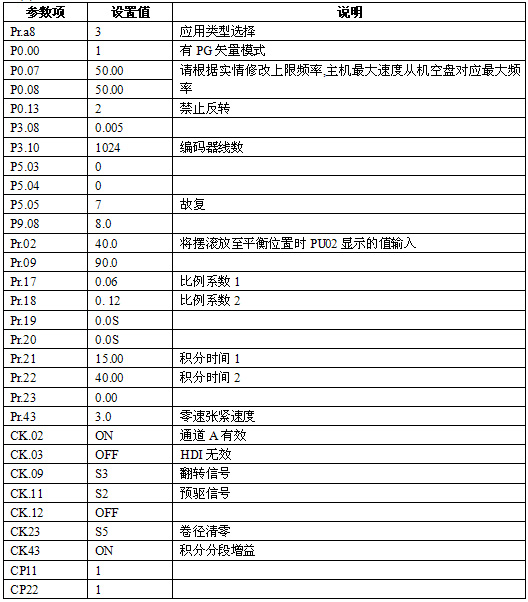
(1).主机

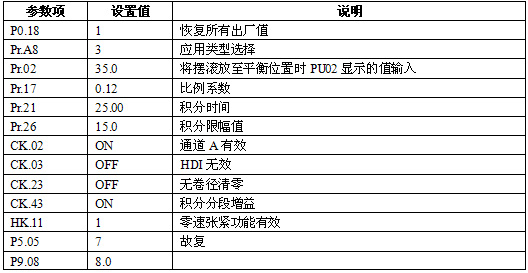
(2).前牵引、后牵引:
(3).收卷
(4).放卷
3.7常见问题与处理技巧:
3.7.1、张力过松或过紧:
调节各摆杆气缸的气压。不同材料应设置不同的气压大小。调整时可通过摇动摆杆力量的大小来设定气压。
3.7.2收放卷初始运行时状态不稳定或主机部分张力异常:
观察触摸屏上放卷的初径设定、主机所换上的印刷辊外径设定是否准确、收卷在手动卸料时是否卷径清零。
3.7.3变频器在低频工作时抖动,电流波动较大:
检查变频器参数自学习是否正确,编码器安装与工作是否正常,其屏蔽线是否接地。