
1、 概要
随着市场上对防盗门的大量需求及近几年休闲产品的兴起,对作为原材料的冷轧板开平的生产效率及生产工艺提出了更高的要求。下面是某防盗门公司使用深圳市四方电气有限公司生产的C320变频器作为开平机粗整传动控制器的案例。
2、 工艺流程说明:
开平机分为两道整辊工序:第一道为粗整辊,第二道为精整辊,中间经过了一个缓冲地坑。原料到达台面后,通过液压斩刀剪切下料。整个系统工艺流程如下图:
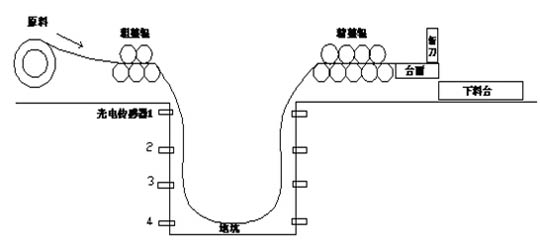
图1、开平机工艺流程图
3、 电气组成:
系统粗整部分使用四方C320无传感器矢量变频器,精整部分使用伺服精确定位,三菱FX2N系列PLC和人机界面组成参数设置和运行控制系统。
1、通过人机界面设定整个系统的产品尺寸,线速度等参数。
2、通过三菱PLC采样光电传感器信号,对粗整变频器进行控制。
3、精整伺服部分通过人机界面直接设置。
4、粗整环节使用四方电气生产的C320-4T0110系列变频器。
C320系列为无传感器矢量型变频器,具有独特的无传感器控制技术,宽电压设计,低频输出力矩高,完全可以满足工艺生产要求。
4、控制原理:
原料经过粗整后到达缓冲地坑,经缓冲地坑到精整后按产品设定尺寸精确定尺到台面,再用液压斩刀斩下自动掉入下料台。粗整部分要跟踪地坑中原料的位置来调节速度,产品尺寸和线速度直接在触摸屏上设置。考虑系统成本,变频器由PLC采用多段速度控制,通过安装在地坑中四个光电传感器来检测原料的位置,然后把位置信号送到PLC,由PLC控制变频器的速度。原料位置反馈在位置1时变频器高速运行,在位置2时中速运行,在位置3时低速运行,在位置4时变频器停止运行。在实际生产中生产线速度会因原料的厚度以及产品的尺寸不同而变化,这样就要求变频器有很好的加减速性能来跟进生产线的速度。
5、 C320变频器参数设置:
F0.0 : 1 无感矢量控制
F0.1 : 9 外部端子选择
F0.4 :0001 使用外部端子控制变频器起动
F0.10:3 加速时间3秒
F0.11:2 减速时间2秒
F1.15:380
F1.16:50
F1.17:21.5
F1.18:1460 设定电机额定参数
F3.0 :1
F3.1 :2
F3.2 :3 多段速外部端子功能定义
F5.1 :45 多段速频率1
F5.2 :25 多段速频率2
F5.4 :10 多段速频率3
6、结论:
调试后效果显示,使用C320变频器组成的开平机控制系统,克服了原有电控系统出现原料堆积,导致产品在地坑擦伤等问题,完全满足生产工艺频繁加减速和转矩常变化的现场要求。