
摘 要:在食品包装机械中,冰淇淋灌装机自动化技术要求较高。冰淇淋灌装机要求每个灌装工位能够快速响应,快速动作:在1.5秒内十几个动作准确完成。本文基于DELTA公司的伺服技术、人机界面技术以及PLC技术在冰淇淋灌装机中的详细应用做系统介绍。
关键字:人机界面(HMI) 可编程控制器(PLC) A系列伺服(ASD)
1引言
在冰淇淋灌装机上利用台达" title="台达">台达机电产品之间的便利通讯功能,实现了主传动电机与拉花电机在触摸屏上直接启/停与调速,实现了伺服与主电机之间的速度跟随。使得操作人员的操作直观方便。利用台达伺服的PR模式(内部多段位置模式),将客户机械拉花变成电气控制,拉花的距离和速度可由最终用户在触摸屏上调整。使得客户的拉花花型调整变的便利灵活。大大提高了生产效率" title="生产效率">生产效率。
冰淇淋灌装机通常主要由4个部分组成:
(1)主传动部分。主传动采用间歇式减速箱输出带动链轮传动,带动输送板进行逐工位物料输送,主传动电机2.2KW,采用DELTA变频器调速控制,减速箱的减速比为30:1,主电机转30圈减速箱输出1圈,输送板移动一个工位,之后减速箱会有一个约1.5秒的空行程,留给各个工位进行各种工艺动作。主传动采用的变频器用485方式采用标准" title="采用标准">采用标准MODBUS协议和PLC通讯,改变了原先用开关量控制的方式,这种控制能够在触摸屏上直接进行启停控制和调速,多种状态监视等。省却了通过模拟量或者外接电位器" title="电位器">电位器控的烦琐,外部接线只要两根屏蔽线就好了,内部编程因为全部采用台达电气产品,只用一读/一写两条指令就行了。简单稳定。
(2)灌装部分。灌装部分由十几个直线排列的灌装工位组成,执行不同的由相应的气阀控制,PLC接受主传动编码器传送过来的角度信号(360线,对应一个输送周期),台达ES系列PLC是整个机器的控制中心,根据设定的角度值控制阀的开闭。
(3)冰淇淋有平杯和蛋筒之分,拉花指的是蛋筒部分,平杯无须拉花。冰淇淋拉花部分主要功能是将灌装好的冰淇淋浇上样式好看的奶油,拉花控制主要控制两个部分,一个是不停旋转的拉花电机带动拉花头旋转浇奶油,另一个是带动拉花头做升降运动的部分,国内大部分厂家都是采用机械凸轮结构,当花型需要改动的时候,只有更换不同形状的机械凸轮,这样就会大大影响机器的生产效率。拉花是冰淇淋制作中很重要的一个部分。拉花头的造型,拉花旋转电机的速度,拉花升降位置的精确度和速度,这三大要素直接影响了花型的美观程度。其实升降部分主要控制的参数有两个:每段速度和每段拉花距离。即单位距离和单位速度可调,所以拉花旋转电机亦是采用台达变频器进行控制和采用台达A系列伺服来完成这项工作,在触摸屏做了8段相对应的速度和距离设置画面,利用A系列伺服的PR模式,通过PLC给伺服的三个开关量组合启动每段距离,速度通过通讯方式给定。用户在调节好每种花型的参数后,可通过屏的配方功能进行保存,下次使用只需调用出来就好了。
(4)温控部分。冰淇淋灌装有三个地方需要进行温度控制:淋巧克力,喷巧克力,热封。均采用大功率加热管,K分度热电偶温度检测" title="温度检测">温度检测。温度上限为300度。如果采用PLC上控制温度,必须要加上温度检测或者控制模块。这些模块通常价格不低,需要在主机编程。从经济角度和互换性角度考虑,采用了台达温控器。
2系统设计
2.1控制工艺分析
(1)保证主机和伺服的电气零位和机械零位一致。
(2)灌装的起始与关闭通过编码器的角度信号控制,可在触摸屏上设定。
(3)伺服跟随主机运转,运转位置和速度由触摸屏上人工调整。
(4)主机速度能在触摸屏上调节。
(5)生产计数控制功能。
2.2硬件体系结构设计
硬件体系结构示意如图1所示。主体自动化设备" title="自动化设备">自动化设备选型参见表1。
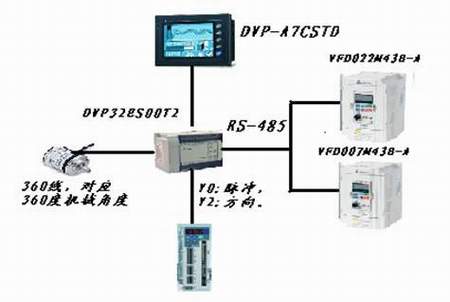
图1硬件体系结构示意

表1 主体自动化设备选型
2.3软件流程设计
软件流程设计参见图2。
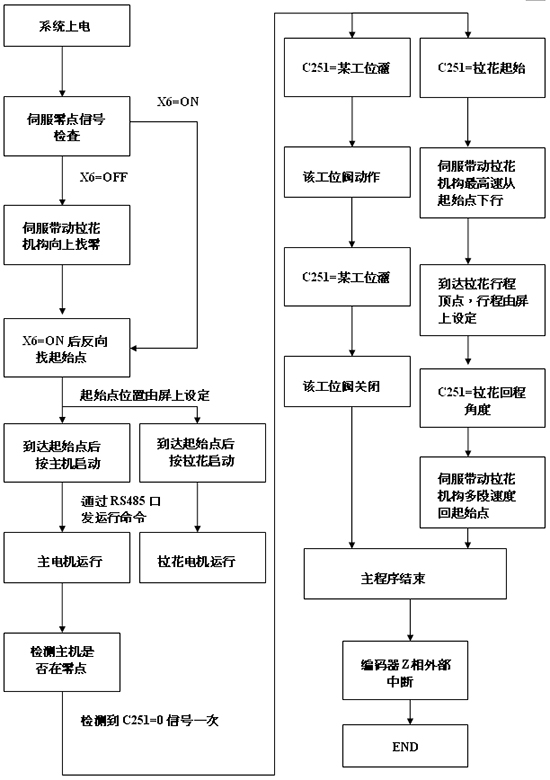
图2软件流程
3系统调试
3.1系统零点调试
本项目在初始调试的时候,没有做主机找零,结果调试的时候发现,机器运转的时间稍长,编码器的角度就和机械的位置对应产生累积偏差。为此,在程序中加上找零的一段,开机先找零,通过编码器的信号(中断采集)清零,因为零点和机械位置是始终对应的,所以不论数值偏了多少,每一圈零点都能将其纠正过来。伺服也同样存在位置偏移的问题,所以将伺服的零点设置在机械位置的最高点。开机即找到此零点。伺服与主机零点对应的机械位置是变化的,因此伺服在找完零点后立即反向找与主机零点位置的对应的起始位置,这个位置是由客户在屏上设定,这期间主机禁止运转。
3.2主机限速
主机和变频器之间采用通讯连接,因伺服跟随主机运转,速度有倍数关系,因此主机在满足客户生产速度的前提下做了限速处理。
4结束语
项目已经通过调试,机器的功能完全达到要求。项目充分展示了台达电气产品在包装行业机电一体化应用的技术能力。