
一、引言
拉丝机是电线电缆行业主要加工设备之一,主要是将铜线加工成各种规格细线,一般由放线、水冷、收线及排线等部分组成,其中电气传动部份主要由放线电机和收线电机及排线电机实现。随着变频技术的不断推广,变频器正日益被用于拉丝机设备。
二、变频控制原理及实现
1、拉丝机的主要电气构成
车一般拉丝机主要由放线电机、与收线电机及排线电机构成驱动部分。随着收线卷径不扩大,收线电机的转速应相应降低,以保证线速度恒定,在控制中常采用张力反馈装置来调节收线电机的速度。随着变频器功能不断增强、性能不断稳定,变频器也被应用于拉丝机。利用变频器控制收线电机与放线电机,而排线电机由于功率较小直接由电网电压来控制。图1为拉丝机的变频控制示意图:
2、基本控制原理:
放线电机与收线电机分别由两台变频器控制(见图1),放线变频器通过外部电位器设定转速,放线变频器的模拟输出信号AM、和张力平衡反馈信号经PID 调节器后控制收线变频器(见图2)。随着收线筒卷径的变化,张力平衡杆的反馈信号也随之变化。张力杆反馈信号(由精密变阻器构成)经信号转换电路板转换为 0-10V,这个信号与放线变频器模拟输出信号AM、AM-构成PID两路输入信号,其调节输出控制收线变频器,使丝线保持一定的线速度和张力。
变频器启动后由放线变频器的OC输出信号起动排线电机,由于排线电机的功率较小,可直接通过两个接触器控制其正反转运行,使铜线均匀地绕在收线筒上。
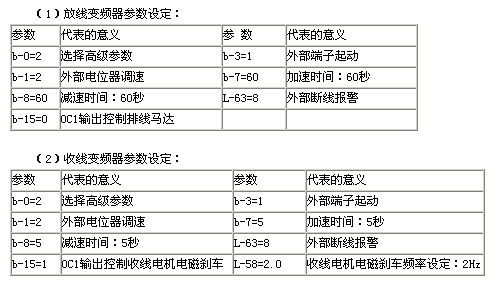
3、变频器参数设定
深圳康沃电气技术有限公司是一家集变频器研发、生产和销售为一体的公司,主要系列产品包括:通用型G1/P1与G2/P2系列、高性能单相变频器S1 系列以及注塑机专用变频器ZS/ZC系列。根据拉丝机负载特性,宜选用康沃通用型G2系列,以实现恒转矩输出。以37kW放线电机和11kW收线电机为例(均为4极),应分别选用以CVF-G2-4T0370 及CVF-G2-4T0110。下表分别给出了两台变频器的相关参数设定。
三、调试注意事项
在调试过程中主要注意起动阶段与停车阶段,应保持放线电机与收线电机同步起动。
1、起动阶段
变频器运行前将张力杆置于中间稍偏上位置,启动变频器缓慢升速。如启动时出现断线现象,说明收线电机起动过快,可相应地调整收线电机的起动频率L-7、起动频率持续时间L-8及放线、收线变频器的加减速时间b-7和b-8几个相关参数。
2、停车阶段
停机时,放线、收线电机由当前运行频率按减速时间减速。减速到设定频率时,收线变频器的OC输出信号启动电磁刹车装置,使得放线、收线电机准确停车,这样便不会因为放线电机过快停车造成铜线拉断。如果在停机过程中出现断线,可相应地调整放线、收线变频器减速时间b-8,若接近停机时出现断线则可调整收线变频器的OC输出信号作用时间(b-15、L-58)。

四、结论
拉丝机采用变频器控制,可以根据产品的不同规格调节放线电机的速度,从而有效提高产品的质量和系统的稳定性。另一方面,采用变频器控制实现了电机的软启动,有助于延长电机的使用寿命,同时减少了电气维护工作量。