
摘 要:本文主要介绍了伺服在袜子点胶机上应用的原理,同时介绍了利用PC机、PLC、伺服等在袜子点胶机的整体解决方案,及调试重点。采用伺服控制的点胶机在生产效率及定位精度上比原先设备都有很大的提高。
关键词:袜子点胶机、交流伺服、
一.前言
大连安迪数控技术有限公司针对国内袜子点胶机机现状推出了专用伺服控制解决方案,在国内某公司袜子点胶机设备成功应用并成功推广,该方案采用了ADSD-S交流同步伺服驱动器、ADSM-S交流永磁同步伺服电机、PLC、触摸屏等主要元器件;根据设备工艺要求选择了中惯量高转速的ADSM-S伺服电机作为主要运动机构,保证了点胶机回转台运动的平稳性与快速响应性。同时简化了机械机构,解决了原设备效率低、定位精度低、能耗大、自动化水平低等缺点。
二.控制原理
该设备采用触摸屏和PLC作为上位机控制,可以通过触摸屏进行加工参数的设置,对于调整、加工参数的修改非常方便、易于操作;采用大连安迪的交流伺服系统对转台进行分度位置控制,以保证转台的定位精度及节拍。
PLC做为核心程序的载体,负责发送脉冲信号及各种控制信号的转化与传递。PLC即接收通过触摸屏通讯得到的数据指令,又根据接收的指令发出脉冲来控制伺服的运转位置和速度,从而控制每个工位袜子的运动的位置和速度,达到精确的定位,保证点了胶的精度和速度。和以前的机械控制或步进电机控制相比,无论在控制精度及加工节拍上都有很大的提高,既提高了产品质量又提高了生产率。
三.伺服系统简介
本机采用的伺服系统为大连安迪数控技术有限公司的ADSD-S系列,驱动单元采用美国TI公司最新数字信号处理器DSP为核心,选用三菱公司工业级智能功率模块(IPM),而且所选IPM的容量比标定相同功率的其它国内伺服产品要大一个等级,因而具有过载能力强、抗负载扰动能力强、起动力矩大、动态相应速度高等特点;驱动器将位置控制、速度控制、转矩控制这三种控制方式合为一体,并且可以进行各控制模式的动态切换,使用更加灵活柔性;具备过速保护、过流、过载、过热、主电源过压欠压、编码器异常、通讯错误、PID反馈信号异常等保护及异常显示,使控制过程一目了然。
四.调试重点
调试参数如下:
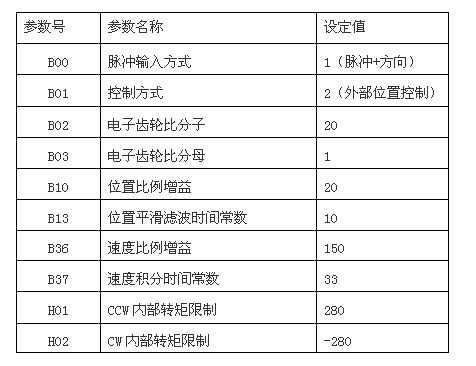
该设备要求较高的启停节拍,并且启停速度要平滑,不能有抖动。根据要求,伺服电机的起停速度调整合适的速度环、位置环增益及启停的转矩限制,调试过程如下:
a)将位置环增益即先设在较低值,然后在不产生异常响声和振动的前提下,逐渐增加速度环的增益至最大值。
b)然后加大位置环增益。在整个响应无超调、无振动的前提下,将位置环增益设至最大。
c)速度环积分时间常数取决于定位时间的长短,在机械系统不振动的前提下,尽量减小此值。
d)随后对位置环增益、速度环增益及积分时间常数进行微调,找到最佳值,保证设备既要快速启停,又要平滑定位。
六. 总结
该袜子点胶机具有提高效率、降低能耗、提高成品率、调试方便;运行过程平稳;简化机械结构等特点,具有更高的技术含量和更优良的性价比,为企业创造更多的效益。