台达自动化产品在理料机上的应用
The Application of Delta Automation Products in Feeder Management Machine
摘要:理料机是保证包装机稳定可靠工作的重要设备。本文将对台达自动化产品在理料机上的解决方案加以论述。
关键词:理料机 台达 PLC 变频器 伺服
Abstract: Feeder Management Machine is an important equipment to ensure stable and reliable running of Packing Machine. The solution of Delta automation products in Feeder Management Machine is described in this paper.
Keywords: Feeder Management Machine Delta PLC inverter Servo
引言:随着生产自动化的发展,越来越多的产品包装工作由机器完成。而包装机械的高效工作需要有理料设备的可靠工作来保证。如果理料设备送给包装设备的被包装物品的相位不对或者速度不对就会造成设备卡死或者空包现象发生,严重影响正常生产的进行。台达自动化具有全系列的自动化产品及完善的解决方案。下面将对台达自动化产品在理料机上的解决方案加以详细讲述。
一、 理料机工作原理
理料机由4段构成。前2段分别由台达变频器驱动,负责把物料收紧;第3段负责把物料排满并在联机状态下根据物料情况控制包装机的启停;第4段实现相位调整,准确把物料等距拉开在一定相位送给包装机。具体工作流程见图1-图5。
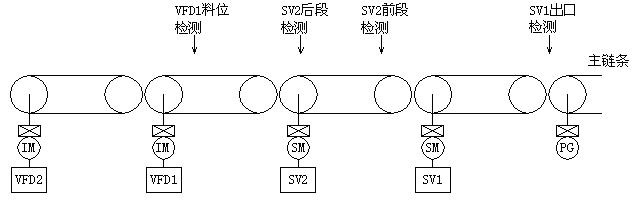
图1
在图1中,VFD1料位检测传感器没有检测到物料时,VFD2以稍高于VFD1的速度,二者均高速运行。当检测到物料时,同时降速运行,但VFD2速度仍稍高于VFD1。此时SV2和SV1以及包装机并未运行。在图2中可以看到在SV2后段检测传感器检测到物料以后,SV2启动。当SV2前段检测传感器检测到物料且SV2后段传感器依然有信号时,启动包装机,此时SV1也启
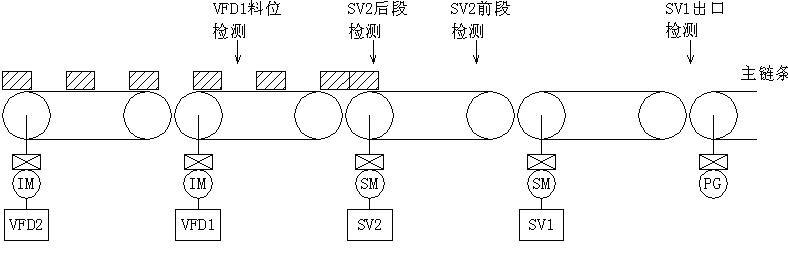
图2
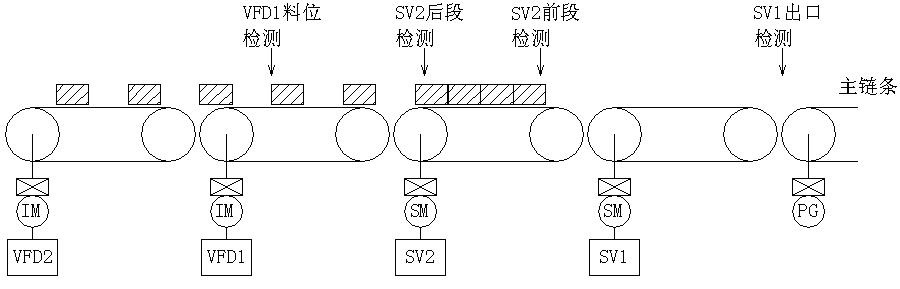
图3
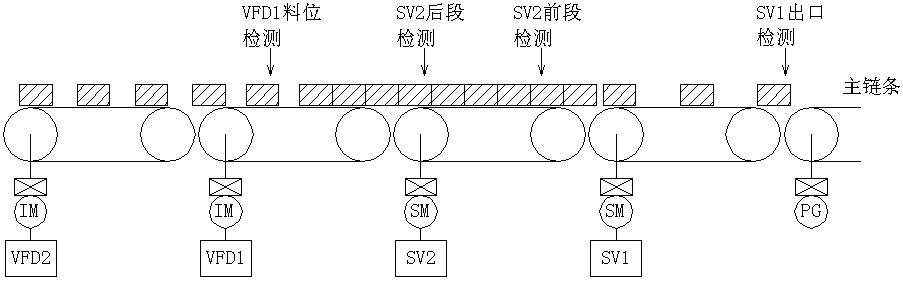
图4
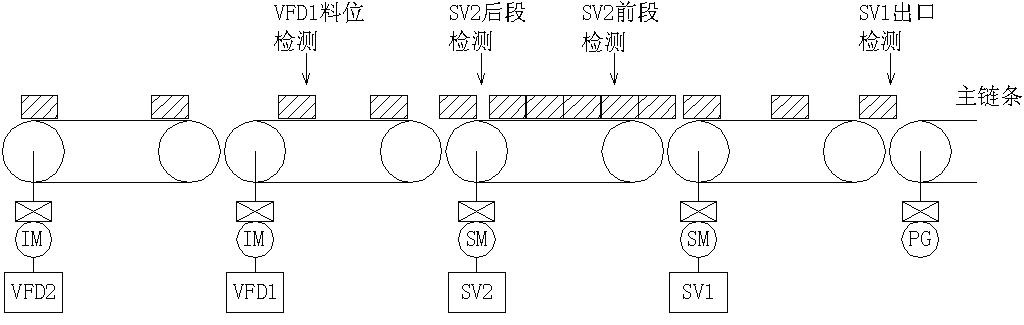
图5
动,如图3、4所示,SV1将根据SV1出口检测传感器的信号来进行相位调整。此外,在控制逻辑上,如图5所示,当SV2后段检测传感器没有检测到物料时,将发出包装机停止命令,此逻辑是为了保证不发生空包和相位调整错误。
二、 控制方案的具体实现
在物料收紧的控制上,我们采用变频器驱动及分作2段,主要是考虑到该动作不需要很高的控制精度和动态性能要求,并且变频器的价格具有优势;分作2段逐步收紧,是因为避免收紧过程过于猛烈而造成物料在传送带上打滑且2段收紧已可以避免该问题。
SV2段虽然只是最终把物料排满,但其更重要的功能是要高动态性能的随主机与SV1一起动作,在SV1进行相位调整的时候也要高低速切换,实时把排满的物料送给SV1。所以此段选择由台达伺服来完成控制任务。
SV1的功能就是跟据包装机主轴信号及SV1出口检测传感器检测信号,对自身速度及物料出口相位进行调整。
在整个理料机的逻辑控制上,考虑到控制功能的可实现性及台达PLC产品的高性价比竞争优势,选择台达PLC实现逻辑控制。VFD2和VFD1的速度控制由PLC根据主机速度计算以后通过RS-485通讯写入。SV2和SV1的速度切换是通过PLC根据包装机速度计算其电子齿轮比分之,通过RS-485通讯写入,由传感器逻辑信号高速切换电子齿轮比实现速度或者相位调整。
三、 结论
经过该理料机在沙琪玛包装机前段完成理料动作的生产实验,其可以稳定、可靠的完成沙琪玛物料的理料动作,得到了用户的高度认可。
参考文献
[1] ASDA-A2系列高性能通讯型伺服驱动器应用技术手册20100410.中达电通股份有限公司.2010
[2] VFD-EL使用手册.20080815. 中达电通股份有限公司.2008
[3] DVP-ES2/EX2/SS2/SA2/SX2操作手册 程序篇.20100804. 中达电通股份有限公司.2010
