1 引言
EV6000 变频器作为艾默生CT新一代高性能变频器,采用先进的控制策略实现了真正意义上的高精度磁通矢量转矩控制,无论是有PG 运行还是无PG 运行,均达到业界领先的控制水准。同步电机驱动与异步电机驱动的一体化,转矩控制、速度控制、位置控制的一体化,使得EV6000 成为业界少有的具有优异控制性能的一体化驱动器,满足客户应用的高性能化需求。电主轴是数控机床的重要部件,传统机床主轴是通过传动装置带动主轴旋转而工作的。电主轴是电机内装式主轴单元的简称。其主要特点是将电机置于主轴内部,通过驱动电源直接驱动主轴进行工作,实现了电机、主轴的一体化功能,进行切削加工。它具有结构紧凑,机械效率高,噪声低,振动小,精度高,运行平稳,没有冲击的特点,能够使主轴轴承寿命得到延长。通过EV6000机床专用版本内置的机床专用功能,可以完成动态高精度同步跟踪,分度,准停,零速锁定等功能。其优异的性能,丰富的功能完全能够满足数控加工中心主轴控制的工艺和精度要求。
2 伺服电主轴系统原理
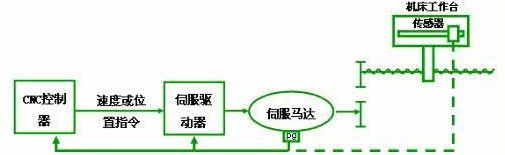
交流伺服主轴驱动系统由主轴控制器、主轴驱动单元、主轴电动机和检测主轴速度与位置的编码器4部分组成,主要完成闭环速度控制,但当主轴准停时则完成闭环位置控制。主轴驱动单元的位置控制与速度控制均由内部的高速信号处理器及控制系统实现,其原理框图如图1所示。图中CNC系统向主轴驱动单元发出速度指令或位置指令,驱动单元根据该指令执行相应的速度与位置控制。与此同时,CNC控制器也接收来自于主轴电机编码器的分频输出(或终端传感器的输出信号)来对其指令进行校正,当然,此信号也用于系统过程偏差的检测,如速度偏差过大等。
 为方便起见,我们以一实际的电主轴系统为例进行描述。在该系统中,CNC控制器采用的是台湾LNCT520i主轴控制器,驱动器使用EV6000高性能机床专用版本变频器+PGABS选件卡(带分频输出的编码器接口卡),电机使用的是山东某厂家的JSZD150A-8/3C电动马达,出场配置2048RPM差分增量式编码器。整个系统接线框图如图2:
为方便起见,我们以一实际的电主轴系统为例进行描述。在该系统中,CNC控制器采用的是台湾LNCT520i主轴控制器,驱动器使用EV6000高性能机床专用版本变频器+PGABS选件卡(带分频输出的编码器接口卡),电机使用的是山东某厂家的JSZD150A-8/3C电动马达,出场配置2048RPM差分增量式编码器。整个系统接线框图如图2:
 LNCT520i主轴控制器通过PA+/PA-和PB+/PB-正交脉冲信号向EV6000发出速度和位置信号,同时也包含着方向信号。EV6000配置有PGABS编码器选件卡,该卡既接收主轴控制器脉冲给定,又接收来自电机的编码器反馈信号,同时对编码器信号进行分频,反馈到主轴控制器。EV6000工作在伺服模式。系统的性能主要决定于驱动器和电机的性能。下面仔细介绍系统各个组件。
LNCT520i主轴控制器通过PA+/PA-和PB+/PB-正交脉冲信号向EV6000发出速度和位置信号,同时也包含着方向信号。EV6000配置有PGABS编码器选件卡,该卡既接收主轴控制器脉冲给定,又接收来自电机的编码器反馈信号,同时对编码器信号进行分频,反馈到主轴控制器。EV6000工作在伺服模式。系统的性能主要决定于驱动器和电机的性能。下面仔细介绍系统各个组件。
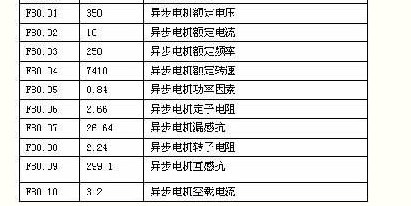
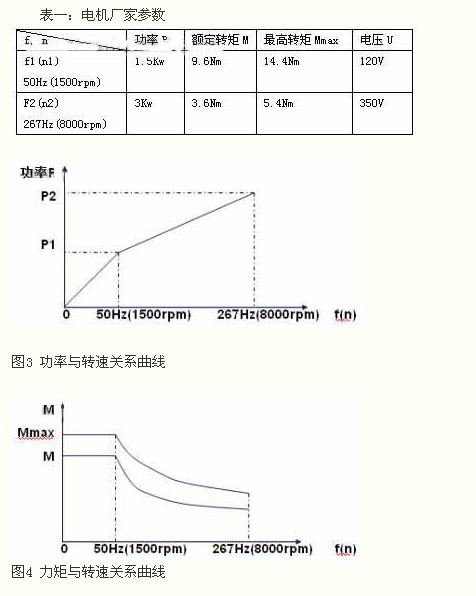
(一)主轴电机:电机型号为JSZD150A-8/3C,内置2048RPM, 5V差分编码器。厂家给定的技术参数与曲线如下:
表一:电机厂家参数
 (二)EV6000变频器+PGABS测速卡
(二)EV6000变频器+PGABS测速卡
EV60-PGABS 测速卡是EV6000 系列变频器的选件,提供如下功能:1.编码器接口PG1,支持差分ABZ、UVW 信号,作为速度或位置反馈。2.PG1 的脉冲分频输出,可用于速度或位置同步。3.脉冲指令接口PG2,可接收上一级装置的脉冲指令,用于速度或位置同步。
 3 调试步骤与要点
3 调试步骤与要点
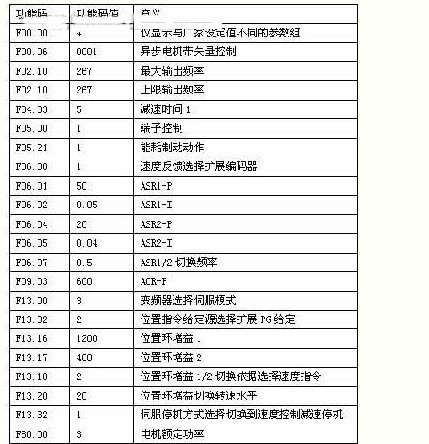
无论是速度同步跟踪还是零速锁定,整个系统逻辑都非常简单,只需要将在F13组功能码里将EV6000设置为伺服模式,位置指令给定源选择为扩展PG给定即可。因此调试主要工作是根据电机的特性曲线来调整变频器相关参数,以获得驱动系统的最佳性能。为此,需要了解驱动器伺服模式的原理。
在上述系统中,电机特性是整个系统性能保证的基础。为达到最好的控制效果,需要对电机进行参数辨识。可参考表一和图3与图4,在功能组F80里依次输入电机额定功率,额定电压,额定电流,额定频率,额定转速之后启动电机旋转自整定。因为主轴电机基本都是特种电机,有时会发生自整定失败,此事需要对额定电压,额定频率和额定转速三个参数进行调整,直至整定通过。整定通过之后,不妨在全速范围内让电机空载运行,确保系统无振动,电机电流声音正常。
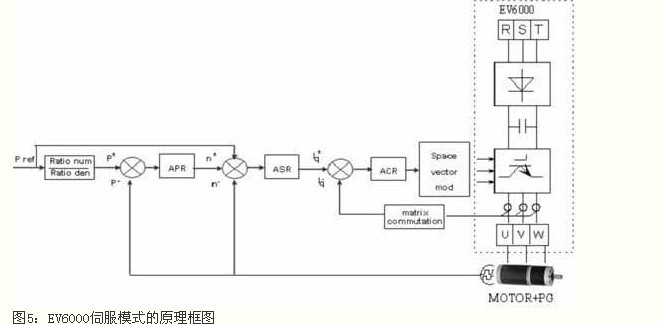
从图5中,系统还有三个控制环路。最里面的是电流环,其次是速度环,最外是位置环。电机自整定通过后,主要的调试就是调整这三个参数的PI参数。首先是电流环,该参数一般采用变频器默认参数,在现场无检测仪器的情况下,调整的依据可简化如下:全速运行,观察电机有无振动或啸叫,如有,则需调整,此种情况一般表明参数过强。进行零速锁定运行,观察锁定动作是否干净利索,锁定是否有力,可以逐步增加电流环PI直至感觉电机轴明显振动,此时适当回调PI至一合适值,顺便也可以观察输出电流是否稳定。电流环参数位于F09组。接下来调整速度环,调整原理不进行论述,可以观察[F01.13]电机实测频率是否稳定,响应是否足够快。同时零速锁定时锁定力是否足够大,不够大则需调强PI。如下图所示,为系统的阶跃响应图。
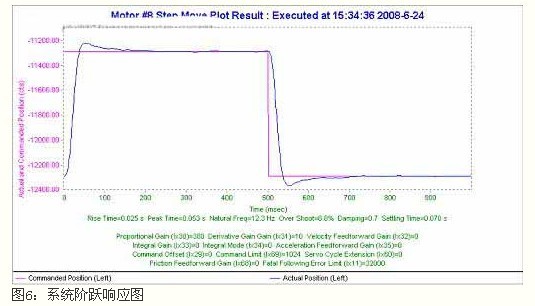 最后是调整位置环。位置环主要调整动态位置偏差,一般的数控中心都有位置超差告警。在出场参数的基础上,一般需要强化位置环P参数。图7是在一个正反转过程中位置差的实际检测结果。可以看出整个过程动态误差不到25个脉冲(4倍频后)。
最后是调整位置环。位置环主要调整动态位置偏差,一般的数控中心都有位置超差告警。在出场参数的基础上,一般需要强化位置环P参数。图7是在一个正反转过程中位置差的实际检测结果。可以看出整个过程动态误差不到25个脉冲(4倍频后)。

此外,影响性能可能需要调整的参数还包括[F09.01]载波频率,[F63.08]PG信号滤波等。在这里我们给出上述应用的参数设置。