
摘要:介绍安迪 ADSD-S伺服驱动器" title="伺服驱动器">伺服驱动器在花纸复卷机上的应用案例。
关键词:安迪伺服 、复卷机、张力控制、伺服驱动器
一、 引言
复卷机,是一种造纸专用设备,其用途是将造纸机生产出来的纸卷(称为原纸卷)进行依次复卷,纸张经过复卷后做成成品纸出厂。目前,复卷机用交流传动代替直流传动在造纸机械行业中已成为发展趋势。由于卷纸机卷得的纸卷比较松软,内部可能会有破损或断头,两侧边缘不整齐,纸幅宽度等多不能直接使用于纸加工或印刷等机器,大部分纸种(如新闻纸、凸版印刷纸、包装纸等)必须经过复卷机切边、分切、接头、在纸卷芯上重卷形成一定规格、一定紧度要求的成品纸卷才能出厂。花纸复卷机就是将花纸的原料大纸卷复卷到成品纸卷的设备。该机是生产硬纸芯、软纸芯、无纸芯等小卷筒纸(礼品纸、广告纸等)的专用设备;.具有定长精度高,收卷整齐,操作简便,外型美观,性能稳定等特点.
二、 控制原理
该复卷机为方便操作采用触摸屏和plc作为主控制器,在触摸屏上可以设置卷纸的速度和卷纸的长度及数量等参数,方便使用;该设备的放卷采用变频电机调速,控制放卷的速度;该设备的牵引和收卷部分采用伺服电机" title="伺服电机">伺服电机控制,用伺服电机带动链条传动系统,驱动聚酯传料轴,定长传送花纸,调节原料纸卷的张力控制器,使纸张的张力与聚酯传料轴的转矩平衡,达到稳定传输花纸,使纸张平整。plc发送指令脉冲给伺服驱动器,利用伺服电机的位置控制" title="位置控制">位置控制来保证所需卷纸的长度精确及传料、收卷速度快速平稳。
该设备PLC采用松下plc,伺服驱动器采用安迪ADSD-S23
三 、 伺服系统简介
本机采用的伺服系统为大连安迪数控技术有限公司的ADSD-S系列,驱动单元采用美国TI公司最新数字处理器DSP为核心,选用三菱公司工业级智能功率模块(IPM),而且所选的IPM的容量比标定相同功率的其他国内伺服产品要大一个等级,因而过载能力强、抗负载扰动能力强、启动转矩大、动态响应速度高等特点;驱动器的位置控制模式、速度控制模式、转矩控制模式等三种控制方式为一体,并且可以进行各种控制模式的动态切换,使用更加灵活柔性;具备过速保护、过流、过载、过热、主电源过压欠压、编码器异常、通讯错误、PID反馈信号异常等多种保护及异常显示,使控制过程一目了然。电机为三相永磁同步伺服电机,具有三倍过载能力。
四、 调试动作
该设备的动作如下:
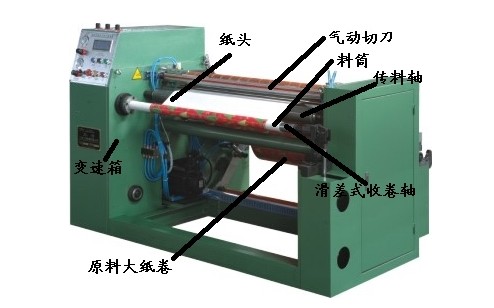
1. 把原料大纸卷的纸头引出来,用切刀切齐纸边。
2. 在收卷轴上套收卷纸筒,如前图所示,滑差式收卷轴的右端是一个汽缸控制的支撑柱,当卷完后支撑柱是打开的,与卷轴分离,可拿出或者放入纸筒。
3. 手工把纸头包在纸筒上。
4. 脚踏启动开关,机器自动卷纸。
5. 触摸屏处要调节的参数有:纸头长度,手动速度,自动速度,自动卷纸长度,手动可单独操作各项动作如切割、传送卷纸,
该设备的调试重点是要求纸张的传送快速、平稳、定位准确,这样才能够使纸张的收卷长度精确度高、收卷平整、加工效率高,在调试中重点调整伺服的参数以达到最好的收卷效果。具体调试参数如下:
Y13=533 (电流系数)
Y18=65413 (电气角)
B00=0(脉冲形式:双脉冲)
B01=2(外部位置控制方式)
B02=256(电子齿数比分子)
B03=1(电子齿数比分母)
B10=30(位置比例增益)
B12=60(位置增益变动率)
B13=100(位置平滑滤波" title="平滑滤波">平滑滤波时间常数" title="时间常数">时间常数)
B22=22 (增益切换条件选择)
B29=20(速度平滑滤波时间常数)
B36=160(速度比例增益)
B42=70(速度增益变动率)
三、 总结
该复卷机采用安迪伺服控制系统,具有提高效率、提高卷纸精度、提高成品率、提高卷纸速度、调试方便、运行过程平稳等机械特点,具有更优良的性价比,为企业创造更多效益。