一、 前言
对于塑料制品行业来说,电耗是其生产成本的主要部分,而注塑机是塑料制品厂的主要能耗设备之一, 因此降低注塑机的能耗成为注塑行业降低成本、提高产品竞争力的有效途径。
目前绝大多数的注塑机都属于液压传动注塑机,液压传动系统中的动力由电机带动油泵提供。在注塑周期的过程中,注塑机在不同工序下需要的流量和压力不同,必须依靠流量阀和压力阀调节不同工序所须的流量和压力。液压系统的负荷变化很大,由于定量泵不可调节输出功率,因此多余的能量只能在挡板、油路泄露、油的温升中消耗掉。这样既加剧了各种阀门的磨损,又造成油温过高,电机噪音过大,以及机械寿命缩短等现象。并且通常在设计中,用户油泵电机设计的容量比实际需要高出很多,存在“大马拉小车”的现象,造成电能的大量浪费。因此推广交流变频调速装置在注塑机上的应用,对于减少能源浪费具有重要意义。
二、变频调速节能装置的节能原理
1、变频节能
在交流异步电动机的诸多调速方法中,变频调速的性能最好,调速范围大,稳定性好,运行效率高。采用通用变频器对笼型异步电动机进行调速控制,由于使用方便、可靠性高并且经济效益显著,所以逐步得到推广。
(1)、变频调速的基本控制方式
异步电动机的同步转速,即旋转磁场的转速为: n1 = 60f1 / n
式中 n1 — 同步转速(r/min);
f1 — 定子频率(Hz);
n — 磁极对数。
而异步电动机的轴转速为:
n1=n1 (1-s)=60f1 (1-s) / n
式中 s — 异步电动机的转差率,s=(n1 -n)/n1 。
对异步电动机进行调速控制时,保持电动机的主磁通恒定值不变,改变异步电动机的供电频率,可以改变其同步转速,实现调速运行。
(2)、变频节能原理
由流体力学可知,P(功率)=Q(流量)*H(压力),流量Q与转速n的一次方成正比,压力H与转速n的平方成正比,功率P与转速n的立方成正比。 Q/Qg=n/ng , H/Hg=(n/ng)2 , p/pg=(n/ng)3 , 式中:Qg-油泵的额定流量,Hg-油泵的额定压力,pg-油泵电机的额定功率,ng油泵电机的额定转速。由上述公式可知,如果油泵的效率一定,当要求调节流量Q下降时,转速n可成比例下降,此时油泵的轴输出功率P是成立方的关系下降。即油泵电机的耗电功率P与其转速n近似成成立方的关系。如例:某注塑机油泵电机额定功率为55KW,则当转速下降到原转速的4/5时,其耗电量为28.16KW,省电48.8%;当转速下降到原转速的1/2时,其耗电量为6.875KW,省电87.5%;
2、软启动节能
由于电机为直接启动或Y/D启动,启动电流等于(3-7)倍额定电流,这样会对机电设备和供电电网造成严重的冲击,而且还会对电网容量要求过高,启动时产生的大电流和震动时对设备的使用寿命极为不利。而使用变频节能装置,利用变频器的软启动功能将使启动电流从零开始,最大值也不超过额定电流,减轻了对电网的冲击和对供电容量要求,延长了设备和模具的使用寿命。
3、功率因数补偿节能
功率不但增加线损和设备的发热,更主要的是因为功率因素的降低导致电网有功功率的降低。而使用变频调速节能控制装置后,由于变频内滤波电容的作用,从而减小了无功耗损,增大了电网的有功功率。
三、注塑机节能改造原理
1、 注塑机成型的工艺过程
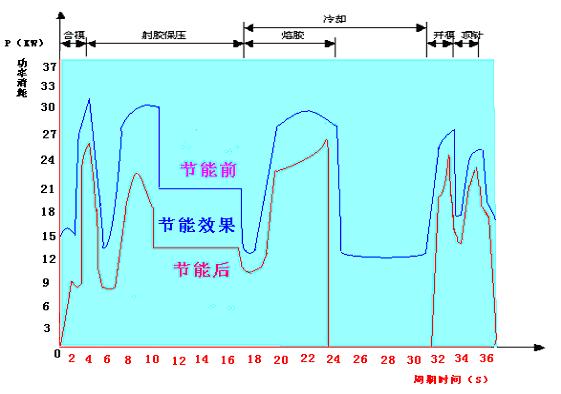
注塑机的工作过程:合模、锁模、熔胶、射胶、保压、冷却、开模。各阶段所需的工作压力和流量不同,整个注塑过程是处于不断变化的负载状态。目前注塑机绝大部分为定量泵,其油泵马达以恒定的转速输出恒定的流量,而在生产过程中有些阶段只需极少的流量和压力,多余的液压油通过溢流阀回流油箱,在注塑行业中称该过程为高压节流.
对于定量泵注塑机,顾名思义,尽管生产运行时,其液压系统在各个工序阶段要求的压力、流量是不同的,但是油泵电机始终定速运行,其输出流量始终不变,而多余的流量目前大多采用压力或流量比例阀调节,直接回流,大量能量以压力差的形式损耗在阀门上,浪费极大。采用变频调速控制技术后,节能器可根据注塑机当前的工作状态,控制油泵电机的转速来调节油泵的输出流量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均能保持一致,保证电机在整个变化的负荷范围内的能量消耗达到所需的最小程度,彻底消除了溢流现象,并确保电机平稳、精确地运行。
注塑机制品工序及能耗对照图
2、 工作原理流程图:
如何巧妙取得控制信号,实现注塑设备与变频器的简易结合是十分重要的。注塑机采用单片机进行控制,其压力、时序设定可按工艺条件人为给定,变频改造前利用单片机控制系统输出的信号,控制压力比例调节阀,从而调节主油泵压力的大小。变频改造后,把控制压力比例调节阀的信号(一个线性的电流值或0-10V、 0-24V的电压值)经信号转换模块转换后,变成一个0-10V的标准信号直接送到变频器的模拟输入端,从而改变变频器的输出频率,随即改变主油泵电动机的转速,达到调压、节电双重作用。
四、SANCH变频器在注塑机节能改造应用特点:
1. 使用矢量控制变频器实现零速满转矩,以补偿低频转矩不足,减少产成品的不良率;
2. 过载能力强。过载能力为150%60秒,200%2秒,以保证注塑过程中,在高压射胶过程等重负载的冲击下,不跳机,不影响生产过程,保证产品质量;
3. 独立风道全封闭设计,防尘、防气、防腐蚀、环境适应能力强,使用寿命更长;
4. 采用流量和压力双信号控制,适用于各种复杂模件的生产,保证产品质量;
5. 工频/变频运行双回路设计,以保证系统故障时,不影响生产;
6. 采用独立风道全封闭设计,防尘、防气、防腐蚀、环境适应能力强,使用寿命更长
7. 质量好,稳定性高。
高节电率
保留注塑机原有控制方式油路不变,采用先进的微电脑控制技术,使定量泵变为节能型变量泵,注塑机液压系统与整机运行所需要的功率匹配,无高压节流溢流能量之损失,提高油泵电机功率因素至 0.96 以上,节电率一般可达 30%~65% ,所有投资 6~12 个月便可收回。
软起动
减轻开锁模震动,延长设备和模具的使用寿命;减轻噪音 ,改善工作环境;系统发热明显减少,油温稳定,注塑机冷却用水量可节省30%以上;延长密封组件的使用寿命,降低停机维修机会,节省大量维护费用。
操作简易
保留注塑机原有控制方式及油路不变,与注塑机同步运行 ,无须任何。
完善的EMC设计
S3000系列变频器采用完善的EMC设计方案,内部布局优化设计,采用多种EMI对策,确保对注塑机电气系统的干扰减少到最小,保证其工作的稳定。