
一、 简介:
凹版印刷机由于传动和对版等的需要,对张力的控制具有很高的要求,尤其是高速机种,张力控制精度要求在几(牛.米)之内(印刷机的张力在几十牛到几百牛之间)。以往国产多套色凹板印刷机的张力控制多采用磁粉离合器进行控制,这种控制方式具有运行可靠,控制简单的优点;同时有运行发热量大、磨损严重、控制精度差等缺点,尤其是在印刷机速度上200米以上时,就无法采用这种控制方式。纵观国外进口的先进印刷机,几乎无一例外的采用了变频器张力控制系统,这种控制方式的特点是:运行可靠、机械磨损小、控制精度高,适用于高速多套色凹版印刷机上,下面详细介绍一种采用台达VFD-V系列纯矢量型变频器实现凹版印刷机4段张力控制的案例。
二、 控制原理:
印刷机要求的张力控制,主要是指对放卷到前牵引辊、前牵引辊到第一套色、最后套色到后牵引辊、后牵引辊到收卷四段张力的控制。具体的结构框图请参见下图所示:
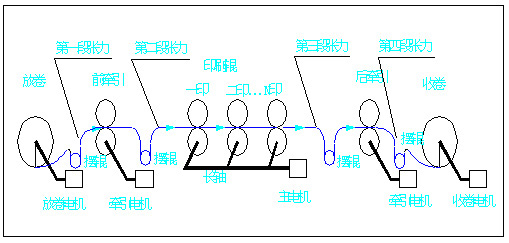
速度内环:除上所说四段张力外,印刷机还存在各印刷辊之间的张力,但各印刷辊之间是由一个主电机牵引长轴驱动(伺服无轴驱动印刷辊的除外),各辊之间的张力由机械保证。在印刷机中,张力的形成是由于各传动辊之间的速度差造成的,因此,控制张力首先要控制速度。本系统以主电机驱动的印刷辊为主速度,其它各传动辊为随动。具体说,就是在一印辊前的前牵引、放卷的线速度依次比一印辊的线速度稍慢;在最后套色辊后的后牵引和收卷的线速度依次比最后套色辊慢(.5%-1%左右)。为达到以上目的,在一印辊上安装编码器,由PLC计算出线速度后按速差经D/A给定前牵引变频器,同样,PLC采样前牵引辊上的编码器计算后给定放卷变频器。从最后套色辊到收卷的速度给定方式相同。之所以用前级辊上的编码器采样后作为后级传动变频器的给定依据,是因为虽然前后级之间的线速度相差不大,但电机转速确相差很大,尤其在加速时,各电机的加速时间不等,如直接给定各电机速度容易造成瞬间大的速差。同样,为提高各电机的速度随动性和速度精度,变频器选用台达V系列矢量型变频器,在各传动辊上安装编码器,将编码器信号反馈到变频器的PG卡上,形成速度闭环控制。
线速度算法:对于印刷辊和牵引辊的线速度可采样计算出转速n,线速度L=2nxлxr
r为棍子半径。
对于放卷线速度计算,首先要算出放卷辊的半径;采用测量放卷辊每放一圈时前牵引编码器走的脉冲增量M,则放卷半径
r=MxK/2л, K为每米/脉冲,
然后求出线速度;收卷线速度算法相同。
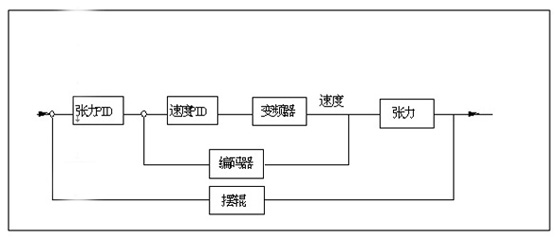
张力外环: 本系统才用外张力内速度的双环控制,这样可以进一步提高张力的控制精度。见下图:
三、 控制框图:
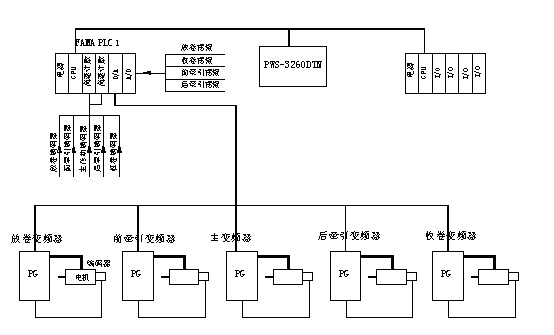
说明:由于张力控制要求PLC的技术速度快,因此在PLC的选型上往往采用PLC+运动控制模块,本系统中采用两台PLC,一台专作张力/速度控制,一台处理设备IO量,同样能达到以上目的。
四. 组件选型:
1、变频器:主电机-18KW V系列台达变频器+PG-03.
前后牵引-7.5KW V系列变频器+PG-03.
收放卷-15KW V系列变频器+PG-03.
2.PLC: 台达FAMA系列
运动控制-SC-501x1;PWS10x1;base08x1;
AD020x2;HSC10x2;DA020x1;XDC10x1;YRY10x1.
IO控制: SC-501x1; PWS10X1; BASE08x1; XDC10x3;
YRY10x3.
3.人机界面:PWS-3260-DTN.
五. VFD-V TYPE变频器简介
》》》无感测器向量控制,控速比1:100
》》》PG闭回路控制,控速比1:1000
》》》内含PID回授控制
》》》零速保持力矩150%以上(PG)
》》》MODBUS通讯格式,传输速率可达115200
》》》一机两用双重额定
六. 总结
在这一系统中,作为最终的执行机构,变频器的速度精度,响应性和稳定性对整套系统的运行和产品的品质起到关键的作用。