
一、引言
电厂出灰系统是热电厂的一个重要系统。近几年灰渣利用率越来越高,同时干式出灰系统具有节约水资源、保护环境等特点,因此目前电厂出灰多采用干式出灰系统。在干式出灰系统中,工况恶劣、控制点数多。传统的控制系统由于抗干扰能力弱、可靠性差、效率低,达不到预期的控制目标。而可编程逻辑控制器(PLC)的抗干扰能力强、可靠性高,选用可编程控制器(PLC)用于某热电厂锅炉干式出灰系统可以显著提高工程的实用性。
二、工艺流程及控制要求
1、系统工作流程
某热电厂共有八台锅炉,每台锅炉包括三个电场集尘装置,每个电场包括一组(两个)仓泵,每个仓泵附近配置一个就地控制箱,利用控制箱盘面上的手动开关,可以对现场阀门进行手动操作和现场调试。下面以单个仓泵为例来说明具体的工艺流程。
锅炉烟气中的灰尘通过电收尘收集后落入灰仓,灰仓下部安装有仓泵,灰经输灰管进入仓泵。在自动控制运行工况下,具体工艺流程为:仓泵内无灰时,打开透气阀→延时5s→开进料阀→延时5s→当仓泵进料量达到设定值(时间/重量/人工)时→料位信号到→关闭进料阀→延时5s→关闭透气阀→此时判断母管压力是否到位/判断灰管压力是否到位/判断在此系统中没有其它仓泵出灰,所有条件满足→打开出料阀→延时5s→打开一次气阀→延时5s→打开二次气阀1min 后→检查灰管压力,当灰管压力低于设定值时→关闭一次气阀→延时20s后→关闭二次气阀→关闭出料阀完成一次出灰循环。
当发生出灰管路堵塞时,系统设置了排堵阀,通过负压反抽来疏通出灰管路。关闭一次气阀后,延时20s后关闭二次气阀。目的是保证出灰管路畅通,避免发生管路堵塞。每台仓泵的出灰系统如图1所示。
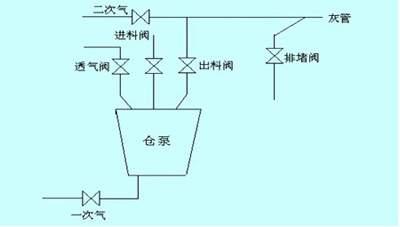
图1 出灰系统流程示意图
2、控制要求
(1) 实现出灰的过程自动化,为便于操作调整及应急处理,应能随时切换到手动控制状态;
(2) 当操作室内的“远程/就地”开关打到“就地”位置时,自动停止出灰;
(3) 仓泵的进料重量和进料时间双重控制,进料重量或进料时间任意一个达到要求都作为仓泵料满对待;
(4)同一出灰管线上只能有一个仓泵出灰,一电场用一根出灰管,先满足出灰条件的优先出灰,二、三电场共用一根出灰管,先满足出灰条件的优先出灰;
(5) 当发生灰管堵塞后(灰管压力大于550KPa),报警指示灯发出声光报警,直至灰管堵塞故障排除;
(6) 当来气母管压力小于400KPa时,系统自动停止运行。
三、控制系统构成
本系统选用西门子公司的S7-300型可编程控制器和MT500型触摸屏人机界面。MT500型触摸屏直观生动地显示PLC、PC机上的数据信息。 S7-300是模块化中型PLC系统,能满足中等性能要求的应用。该控制系统主要由主控制柜、现场控制箱、若干测量传感器和辅助电器(称重传感器、压力传感器、电磁阀等由生产厂家配套供给)等组成,具有仓泵运行远程自动、远程手动、现场手动三种控制方式,控制方式的转换由设置在主控制柜上的转换开关完成。开关切换至自动位置时,点击要使用的仓泵画面,可选择其中一种方式。
S7-300系列PLC作为西门子公司的新一代产品,具有以下特点:
(1) 功能强:极强的计算性能,完善的指令集,MPI接口和通过SIMATIC NET联网能力强;
(2)快速:指令处理极其快速,功能强大的CPU只需0.3ms就可处理1024个二进制语句,在文字处理方面也同样表现出色;
(3) 通用:高性能模板和六种CPU适用任一场合,模块可扩至3个扩展机架,用户友好的WINDOWS
STEP7编程;
(4)全集成:全部模块化,运行可靠,操作方便,特别适合于比较恶劣的工况。本系统PLC由电源模块、模拟量输入模块、数字量输入模块、数字量输出模块和中央处理单元组成。控制系统组成框图如图2所示。
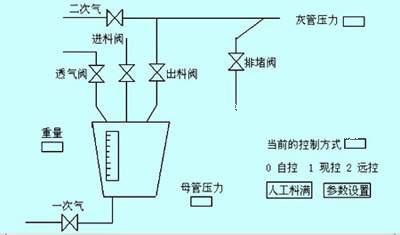
图2 出灰控制系统图
四、软件设计
1、系统界面设计
系统界面分系统主画面与系统操作画面。在系统主画面中,可以选择要操作的仓泵和要启停的系统。
在操作画面中,运行人员可观察每个仓泵的运转情况,也可对每个仓泵进行远方操作或根据运行工况对系统的参数进行修正,以保证系统的正常运行。故障发生后,可以在操作画面进行故障的处理。系统的操作画面如图3所示:
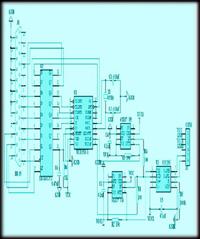
图3 操作画面
2、系统程序设计
(1)在系统程序设计中,为防止在自动运行状态下,由于灰量大或别的原因使出灰过程受阻,引起灰管压力上升慢,给系统造成仓泵内灰已出完的假象,从而导致系统判断失误。为避免系统操作引起堵管,在程序中设置了一分钟的延时时间,在出料阀打开一分钟后再检测灰管的压力,给出灰过程的顺利进行提供可靠的保证。
(2)为防止过程参数的影响,特设定了出料时间和进料时间。为防止重量信号出现故障而使控制系统一直处于进料状态,引起仓泵灰满特设定进料时间,无论重量信号有无达到设定值,都将停止进料。另外由于灰管压力不只受出灰过程的影响,而且还受来气母管压力的影响,当来气管压力升高时,会造成出灰过程顺利,灰已全部出完,但灰管压力长时间下降不到给定值。因此在程序设计中增加了出料时间,当出料时间大于8min时,系统就自动停止出灰,进入下轮循环,有效地避免了系统长时间不出灰的状况。
(3)当系统的来气压力低于额定值400kPa或灰管压力高于给定值(550kPa)时系统自动停止运行,因为此时灰管易出现堵管现象,为防止事故的进一步扩大。系统会自动出现报警,正在运行的系统会立即停下来,所有的阀门自动关闭。此时将系统切换至远程控制排堵。
五、结束语
项目由于采用了PLC技术,系统的可靠性显著提高。通过实际运行可知系统性能稳定可靠,满足工艺要求。