
【摘要】本文重点介绍台达DVP-20PM运动控制器强大的数控功能如直线插补功能,简单描述高速外定子外绕线机工作原理、工艺要求及相关控制程式概要。
【Abstract】This paper introduces the key sets about the powerful numerical control function of DVP-20 PM motion controller, simple description of the stator winding outside the high-speed machine working principle, technique and related control program overview.
【关键词】外定子运动控制器;数控功能;G代码;直线插补
本文介绍的是全自动多极外定子绕线机,可以绕制不同规格的外定子线圈,外定子线圈如图1所示。由于工艺比较特殊(每个极内部空间小,外部空间大,在靠近内侧要少绕,外部要多绕),用过去20PM常用的电子凸轮功能实现绕排线,比较困难。用20PM的强大的数控功能实现,简单可靠。全程序只用一个G01直线插补功能,就实现了复杂的工艺控制。

图1 外定子线圈
一般普通绕线机采用内置脉冲功能的小型PLC,通过绕线轴编码器速度输出到PLC内置高速输入点,将绕线轴与排线轴的速比进行简单速度同步,这种方法受PLC运算影响,同步精度差、计算量大、CPU处理时间较长,因此会出现绕线不均匀、堆积、塌陷等问题。
还有的绕线机控制方式,是用现在具有高速脉冲输出,具有直线插补指令的定位型PLC控制。一是现在市面上类似的PLC大多单独高速输出可达100K,但一旦用插补指令速度都在10k左右,速度较低。再就是利用电脑数控板卡,数控系统控制,一是成本比较贵,在系统抗扰方面也需要谨慎处理,不利于工业现场环境。另外,现场编程人员不仅需要具有工业控制方面的经验,更需要有计算机软件如C语言等知识。
台达DVP-20PM00D是一款专用运动控制型PLC,采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制、直线/圆弧插补控制等,在高速绕线机中正是利用了20PM运动控制器的直线插补功能很好的解决了上述绕线在换向时出现的绕制不均匀、堆积、不平整等问题。
过去用绕线机都用的20PM电子凸轮方式比较多,因为本工艺比较特殊,采用20PM数控功能实现。

1 高速多极外定子绕线机简介
多极外定子绕线机是专用于各类多极外定子绕线的专业设备。设备绕线轨迹为矩形,自动排线,可以对槽宽较小的高槽满率定子自动绕线,有效提高生产效率,提高产品质量。
1.1 设备结构
高速绕线机如图2所示。

图2 高速绕线机
(1) 机架
机架由角钢框架及不锈钢台面组成,并设置脚轮便于移动,当设备到位后可将支脚调低作为稳定支撑。
(2) 张力机构
安装于进线部分,作为绕线张力调节,保证线圈绕制时维持张力恒定,张力调节器具有调节旋钮可针对不同需求进行张力调节设定,调整完毕后,张力调节器自动控制绕线张力。
(3) 绕线机构
主要由台达伺服电机、同步齿形带、绕线飞叉组成,是绕制主轴,铜线经过飞叉旋转绕制于绕线模头上,是绕线机主要运动部件之一。
(4) 排线机构
包括台达伺服电机、精密直线螺杆、精密导轨、气动滑叉等,是电子凸轮运动中的排线从轴,在绕线运动中跟随绕线主轴正反向往复运动实现排线动作,是绕线机主要运动部件之一。
(5) 工作转台
由分度步进电机、旋转台、线叉、绕线模头组成。
(6) 剪线机构
为气动执行机构,主要是将绕制完成的线圈两端引线剪断。
(7) 电气控制
包含电气控制箱、触摸屏操作盒。采用DVP-20PM00D运动控制器作为控制核心,触摸屏作为人机交换机构,伺服电机作为执行机构,实现转轴与排线的精确控制,从而保证绕线的精度。
1.2 设备工艺流程
设备控制主要分为手动与自动模式。在手动模式下,可实现各轴归原点,正反点动;在自动模式下,通过设定好相应极数,层数等参数,实现整个产品的全自动控制。具体相关逻辑控制这里就不在赘述,不同的绕线其控制逻辑千差万别,但是利用EH2强大的逻辑控制功能,可轻易实现复杂的逻辑控制。本文重点介绍如何用20PM的数控功能实现外定子线圈的绕制。因为不论何种形式的绕线机,其最核心的控制就在于绕线与排线的精密控制。
1.3 电气系统主要配置
电气控制主要包括绕排线部分、步进分度部分、气缸动作控制部分。主要配置如表1所示。

表1 电气系统主要配置
2 数控功能具体应用介绍
本高速绕线机的主要控制功能在于20PM数控的应用,使绕制产品的成品品质及效率大大提高。以下对数控功能作简单介绍:
(1)DVP20PM特色。多段速执行及中断定位,利用此项功能实现运动的平滑性及准确定位。64k步程序容量,100段运动程序,满足不同加工需求;在20PM中最大可设置100种运动轨迹,同时利用64k的程序容量,预先将需要执行的各种不同运行曲线的G码存储在PLC中,当需要加工某种规格时,可以采用文本显示器、触摸屏等来调用。支持G码的直接汇入,当采用CAM软件生成文本格式的G码后,可利用PMSOFT的汇入菜单直接汇入到PLC运动程序中。脉冲输入输出采用差动方式,最高达500kHz,满足了绝大多数应用中速度的要求。支持手摇轮应用,这是运动控制中的一个基本功能,可做一些手动的调整。具备电子原点返回模式,在20PM内存中加入了原点记忆功能,只要设定了电子原点,即使设备断电,在下次上电后也可以轻松找到原点位置。支持PLC顺序语言及定位语言(G码与M码),实现了通用PLC与数控技术的一个完美结合。配置运动轨迹的离线仿真功能,在实际加工前利用该项功能可以检查运动程序是否存在问题,可及时减少错误发生,如图3所示。
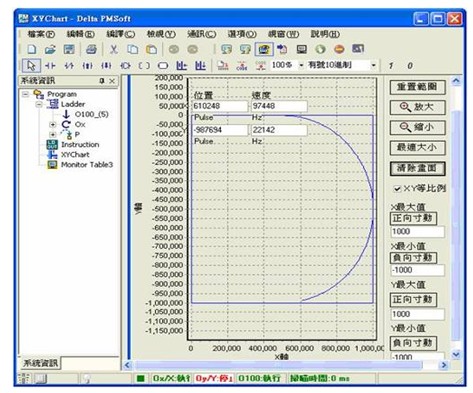
图3 离线仿真器
(2)轴控方式。DVP 20PM是实现两轴(X、Y轴)联动插补的产品,支持数控程序中的G码功能指令,同时可以处理第三轴的动作。
20PM支持的G代码功能如下:G0高速定位;G1双轴联动直线插补;G2顺时针圆弧插补(设定圆心位置);G3逆时针圆弧插补(设定圆心位置);G2顺时针圆弧插补(设定半径长度);G3逆时针圆弧插补(设定半径长度);G4停顿时间;G90设定绝对坐标系统;G91设定相对坐标系统。
3 外定子绕排线难点分析及程序概要

图4 每极内部空间小,外部空间大
由图4可以看出每极内部空间小,外部空间大,在靠近内侧要少绕,外部要多绕,如图5为绕出效果。
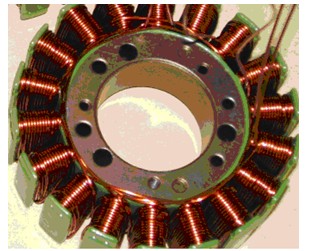
图5 绕出效果
相应的对每极排线要求如下:
排线形状 绕线结束点,第四层
绕线起点,第一层
因为圆形定子,外面的空间大,里面空间小,所以靠外面要多绕线,里面少绕线。如图6所示。

图6 绕线示意图
这要求每次到下一层时,先排预设的几毫米,再按预定的匝数开始绕,每层都如图7所示设定空位、匝数。
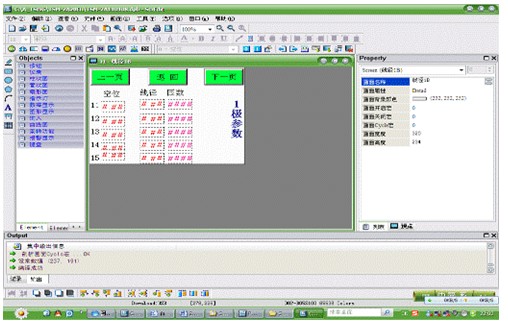
图7 空位、匝数设定
用电子凸轮方式做,存在的难点主要在于:主轴是绕线轴,从轴是排线轴,主轴必须运动,从轴才能开始运动,从而使排线轴每次先走,不好实现。而用20PM的数控功能,激活OX运动子程序,则可轻松实现。如图8所示,每次X轴先排一空位,然后XY插补,绕排到预定匝数。只用了一个直线插补指令,解决工艺难点。
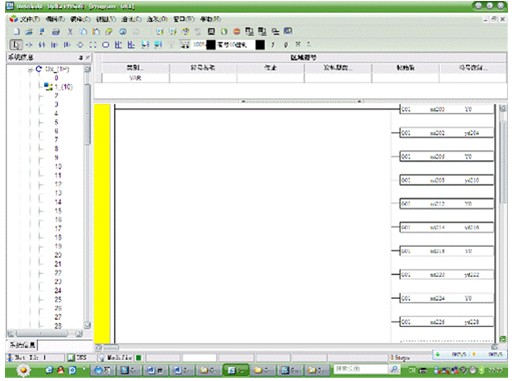
图8 每次X轴先排一空位,然后XY插补,绕排到预定匝数
用EH2作为主机执行逻辑及顺控,20PM作为从机数据交换十分便利,如图9所示。
图9 用EH2作为主机执行逻辑及顺控
4 结束语
客户反映绕线质量与效率有了大幅提升,绕制产品品质达到用户需求,台达20PM电子数控功能成功应用于高速外定子线圈绕线机中。在后续工作中,客户准备将20PM用于如转子等其他绕线设备上。