摘 要:采用 PLC和旋转编码器作为自立袋罐装机的控制系统,通过PLC的高速计数器将旋转编码器的转角读取,根据转角位置发出控制信号,简化了自立袋罐装机安装调试工作,同时增加了自立袋罐装机的柔性,提高了可靠性和工作效率。
关键词:自立袋罐装机;PLC;旋转编码器
1 引言
传统的自立袋罐装机多采用继电器控制,随着执行机构的增多,功能的增强,使得机器越来越复杂,给制造、调整、使用和维修均带来不便,并且会使故障率增加。
由于目前罐装机行业竞争激烈,企业要在竞争中站稳脚跟,需要不断的改进产品质量,向自动化、高效化发展。PLC由于其抗干扰能力强,可靠性高,编程简单,性价比高等优点被广泛应用于各种工业控制领域。利用PLC实现对自立袋罐装机的控制,结构简化,维护方便,可以节约调整时间,增加设备的柔性,同时运行稳定可靠。本系统采用西门子S7-200PLC,文本显示器和OMRON增量型旋转编码器对原系统进行改造,取得了可喜的成果。
2 生产流程图
本系统是集灌装、旋盖、清洗于一体的生产线,适用于有嘴软包装袋的自动定量灌装、旋盖,可以灌装液体、酱料等流体产品。本机采用特殊灌装头,可分二次灌装,当灌装位置没有包装袋时,灌装头不会流出灌装液体,保证了包装袋产品外观的干净整洁。具体流程图如图1所示。

图1 生产流程图
3 控制系统
原系统采用凸轮系触发控制信号,利用五个调整好的凸轮,来实行工作循环及节拍,控制各执行机构的动作。在执行灌装过程的五个步骤,即:电器联锁,泵工作,阀工作,旋盖和清洗,要求凸轮在达到一定角度时五个凸轮配合工作。此方法虽然也能满足控制的要求,但是凸轮位置要求较高,调整麻烦,设备的装配、调整带来困难,而且,当生产过程中的工艺参数发生变化时,调整起来相当困难。原系统凸轮系结构如图2所示。
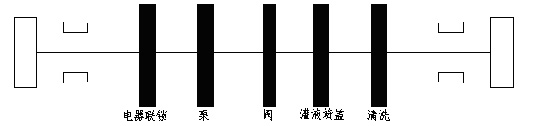
图2 凸轮系结构图
新设计采用PLC和旋转编码器实现对各执行机构的精确控制,使控制系统模块化,设备的零部件数量、结构大为简化。同时通过与文本显示器相结合,还能根据包装产品的不同,方便快捷地修改工艺参数,省去了原始控制面板的设计与生产,具体结构如图3所示。
增量式旋转编码器的特点是每产生一个输出脉冲信号就对应一个增量位移角,利用S7-200的高速计数器指令(HSC)来实现精确读取旋转编码器的转角,从而实现对空间凸轮所转过的角度进行检测。当脉冲数表明空间凸轮转过所要求的角度时,PLC就发出指令,要求各执行机构执行相应的动作,即实现灌装、旋盖和清洗。高速计数器的最高计数频率取决于CPU的型号,CPU224有6个高速计数器,6个单相计数器,均为20kHz的时钟速率。
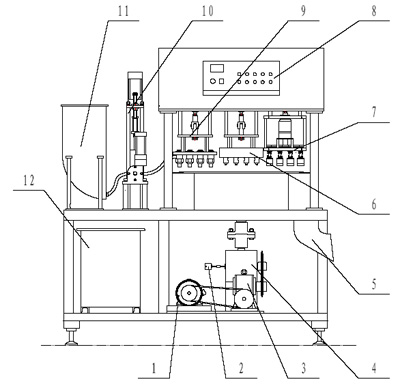
1.电机2.旋转编码器3.减速器4.凸轮分度器5.出袋口6.清洗装置7.旋盖装置8. 文本显示器9.灌料装置10.压注装置11.料箱 12.加热水箱
图3灌装机主要结构图
4 控制系统时序图及程序流程图
控制系统的时序是非常重要的,既要紧凑,又要满足各个工序要求,只有安排得好,各执行机构才能合理执行各自的动作。原系统采用凸轮系对设备各执行机构进行控制,改造后采用PLC、位置传感器及旋转编码器等来完成控制。
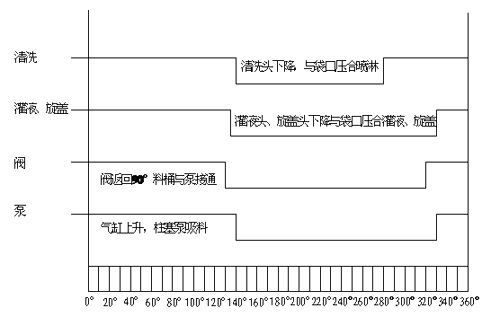
图4 时序图

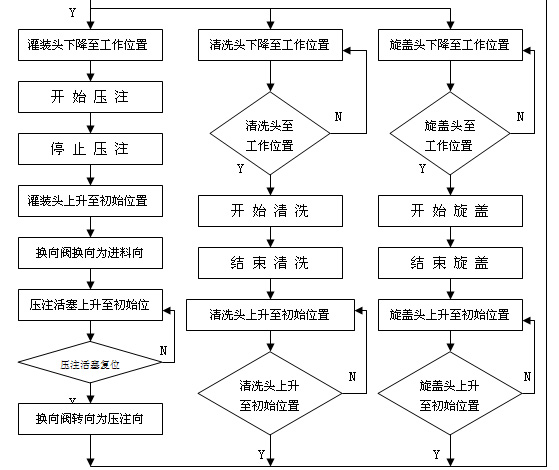
图5 PLC程序流程图
5 PLC控制部分输入输出信号
根据整个循环工作中PLC要做的工作, PLC输入输出信号如表1所示。
表1 PLC输入输出信号

6 结论
通过利用PLC,旋转编码器以及文本显示器,实现了对自立袋罐装机的准确控制,简化了调整难度,提高了效率和应用柔性。
参考文献
1 西门子公司S7-200系统手册,2002.4
2 高钟毓,机电控制工程(第二版),北京:清华大学出版社,2002,156-160
3 陈彩蓉 胡飞 PLC在车床数控化改造中的应用 微计算机信息,2005,5
4 赵建城 李树 全自动粉料罐装机结构设计 包装与食品机械,2005,23(1):14-16
