1、前言
条干均匀度是评定纱线质量的重要指标之一,它不仅对纺织品的外观和内在质量具有决定性的作用,而且还直接影响纺织生产过程的稳定性。因此,条干均匀度的分析和测量对纺织品质量的控制和提高具有重要的意义。
条干均匀度的分析从二十世纪三十年代以来一直是纺织界的一个热点,先后提出了不匀率系数,变异系数、不匀率指数、变异长度曲线、波长谱、自相关函数等描述纱条不匀的指标,并随之产生了相应的测试方法和设备,应用这些方法和设备,提高纱线质量,是条干均匀度实践的一个主要内容。
应用随机过程理论和纱条数学模型的建立,对条干均匀度的理论和实践以及测试仪器的研制都具有重要的指导意义。这方面所进行的具有代表性的工作是1961年Rao在JTI上所发表的论文,该文在Martindale的基础上给出了理想纱条的严格数学定义和相应的数学模型,并导出了理想纱条的谱密度公式。
测试条干均匀度的主要方法有测长称重法、目光检测法、条干均匀度仪法。条干均匀度仪又分两种类型:电容式和光电式。电容式检测法是以空气电容器作为检测器,利用纤维材料介电常数大于空气这一特点,使纱条通过金属极板之间的电场,引起电容量发生变化,其变化量与纱条截面的纤维量基本上成正比。这种方法不受纱条截面形状的影响,然而纱条本身含水率的不均匀及对于混纺纱条,其混纺比不匀等都将影响结果的准确性。光电式检测法是利用一束光线将纱线投影在光电接收器上,从而输出能代表纱线粗细程度的电信号。该方法简单易行,并且不受纱线本身参数的影响。缺点是在整个纺织过程中只能对细纱进行检验,受外界影响较大,特别是由于纱线本身的截面并非圆形,因此精度较低。
2、电容式条干均匀度仪
电容式条干均匀度仪(简称条干仪)是评定纱线质量的标准仪器,用于测定纱条的变异系数和纱疵数,作为评价纱线优劣的依据;条干均匀度仪又是进行质量控制的重要手段。分析条干均匀度仪绘制的波谱图,可以判断产生不匀的原因,为提高纱线质量、降低生产成本提供可靠信息。
现有的条干均匀度仪主要是瑞士蔡尔维格——乌斯特公司用于短纤的UTⅠ-B型、UTⅡ-B型、UTⅢ-B型等;用于长丝的UTⅠ-C型、UTⅡ-C型、UTⅢ-C型等。日本计量器公司的KET80B型、KET80C型等。国产电容式条干仪有YG130C型、YG131型、YG133型、YG133A型、YG131C型、YG135M型以及YG139型等。此类仪器是利用纱条通过由平行金属板组成的空气电容器时,随着极板间一段纱线的质量的变化,电容器的电容也相应变化的原理,由电容的变化量得到纱线细度的不匀率。
在纺织企业中电容式条干均匀度仪有着广泛的应用,主要原因是电容式条干均匀度仪在工艺调节、产品质量控制上有着较大的优势。利用其软件系统的曲线图、波谱图可以方便地找出由于生产设备状态不良或工艺原因造成的纱线质量问题,并及时进行调整。但从使用厂家的信息反馈来看:电容式条干均匀度仪存在计算精度不够,不能进行准确的定位,往往只能将问题定位于某台设备而不是某个部件;同时对纱线结构不匀也无能为力。而且电容式条干均匀度仪所测得的指标与布面外观质量之间相关性较差:往往出现纱线的CV值较好,布面质量存在问题,或者是布面质量可以,但纱线CV值却较差。因此,作为现代测量仪器,电容式条干均匀度仪有待改进。
3、光电式条干均匀度仪
对纺织企业来说,传统的方法是将纱线绕在黑板上,用肉眼判断纱线的等级————即黑板条干。而美国劳森公司(Lawson-Hemphill)开发的电子检视板(EIB)则采用CCD摄像头持续不断地扫描纱线直径,并将有关信息输入电脑,经处理后获得纱线的外观图像、纱线的图像扫描直径和直径变化曲线,并根据事先设定的纱线形态值或疵点尺寸判断被检测纱线上是否存在该类疵点。所谓疵点是指某一特定的纱线微段其直径高于或低于规定的水平值。测试前,必须先决定水平值、微段长度以及直径高于或低于水平值的次数等参数。当选择“高于”项时,表示所有被CCD扫描的纱线直径,只有在其值超过水平值时才被电脑录入并被转换成作为软件处理分析的数据。选取“低于”项时,情况亦然。设定的微段长度值为一个二元值,即出现大于等于设定值,同时小于高一档长度值之间的数值都被计入这个二元值名下。例如1mm和5mm为相邻两档长度值,若取某一水平值,令纱线微段长度的二元值为1,则当纱线直径大于或小于该水平值时,纱线微段出现大于或等于1mm,且小于5mm的次数都统计在二元值这一项中。
传统的手工黑板绕纱与EIB绕纱原理相比较有所不同,虽然本质上绕纱的原理是一样的。如果是手工在黑板上绕纱则在判断纱线等级时常要考虑取前面还是反面作为样纱。而在EIB测试中,则前面、后面都可同时在板面中检视。同时EIB克服了电容式条干均匀度仪与布面实际质量相关度不够的缺点。但由于不能很好的应用于工艺调节,到目前为止,EIB在生产实际中对企业质量控制的指导意义却并不显著。
4、新型的电容式与CCD联合检测条干均匀度仪
GB/T398-93棉本色纱线国家标准规定:检验棉本色纱线条干均匀度可以选用黑板条干均匀度或条干均匀度变异系数两项中的任何一项。由于黑板条干容易受人为因素影响,而使用电容式条干均匀度仪可以获得客观的检验数据,更具体说服力。所以国家规定:当两种评定条干的方法不一致时,以条干均匀度变异系数为准。然而,在生产实践当中,经电容条干均匀度仪检测条干达到质量要求的纱线不一定能满足布面的质量要求。生产实践表明:纱条的周期性不匀无论对黑板条干还是织物表面所产生的影响,都大大超过了不匀率数值增高所表达的程度。实践证明,即使差异不大的周期性不匀,也常能导致黑板条干降级和织物表面降等,因此单依靠电容条干均匀度变异系数已显得力不从心。美国劳森公司的EIB光电式纱线外观检测分析仪克服了传统黑板条干的弊病,它制定的棉纱标准已经获得美国农业部的认可,是传统黑板条干的替代产品。
正是由于这样的原因,我们构思了电容式与CCD联合检测条干仪。其结构如图1所示。
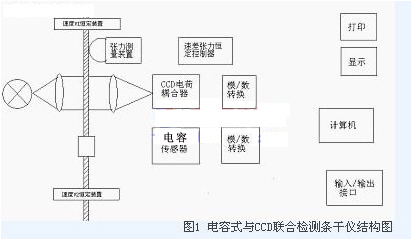
被测纱线由速度为V1 、V2的两个恒定装置维持张力,其中V2﹥V1。二者的速度信0号输送至速差张力恒定控制器,计算得到的张力与预定张力值之差经速差张力恒定控制器反馈至两个速度恒定装置,使得V1保持所需要的纱线传动速度,而调节V2使纱线保持预定的张力值,且把纱线速度数据、张力数据输送至计算机,计算机在需要时也对速差张力恒定控制器进行指令操作。在检测区域内分别设置两个检测装置,即CCD电荷耦合器件和电容传感器,两个检测装置之间互相进行隔离,以阻断光、电信号的干扰。
计算机对CCD电荷耦合器件输送来的图象信息,经图象采集卡,以二维数字图象的形式进行数据采集,然后进行图象识别和数据处理,以获得纱线的直径、疵点、棉结、不均匀度、毛羽等数据。同时计算机对电容传感器传送来的有关线径和配比的信息进行处理,因为不含纱线的空气电容值是已知的,故由测得的电容数据和由CCD传感器测得的线径可反推出纱线的成分配比,而对于意外的介质常数的物质的介入,可推断出杂质含量。计算机还能将被测纱线按一定规律所织成织物的效果仿真地显示出来。这实际上是计算机按编织规律将纱线位于某经纬点的编织效果作一次显示处理。
电容式与CCD联合检测条干仪克服了电容式条干均匀度仪与实际布面质量相关度差的缺点,以及光电式条干均匀度仪对企业质量控制和工艺调节指导作用不大的欠缺,将能更好地用于纺织企业管理和质量控制。
5、结束语
作为一种新型的条干均匀度仪,电容式与CCD联合检测条干仪结合了电容式条干均匀度仪和光电式条干均匀度仪各自的优点,并将其统一起来。但限于篇幅有限,本文没有对应用电容式与CCD联合检测条干均匀度仪检测得到的实验数据进行分析,这部分内容将在以后的文章中加以讨论。
