一 直角坐标机器人的定义及主要特点
机器人按ISO 8373定义为:位置可以固定或移动,能够实现自动控制、可重复编程、多功能多用处、末端操作器的位置要在3个或3个以上自由度内可编程的工业自动化设备。这里自由度就是指可运动或转动的轴。直角坐标机器人是以直线运动轴为主,各个运动轴通常对应直角坐标系中的X轴,Y轴和Z轴。在绝大多数情况下直角坐标机器人的各个直线运动轴间的夹角为直角。
直角坐标机器人主要由一些直线运动单元,驱动电机,控制系统和末端操作器组成。针对不同的应用,可以方便快速组合成不同维数,各种行程和不同带载能力的壁挂式、悬臂式、龙门式或倒挂式等各种形式的直角坐标机器人,从简单的二维机器人到复杂的五维机器人就有上百种结构形式的成功应用案例。从食品生产到汽车装配等各行各业的自动化生产线中,都有各式各样的多台直角坐标机器人和其它设备严格同步协调工作,可以说直角坐标机器人几乎能胜任所有的工业自动化任务。下面是其主要特点:
1 任意组合成各种结构样式,带载能力和尺寸的机器人,
2 采用多根直线运动单元级连和齿轮齿条传动,可以形成几十米的超大行程机器人。
3 采用多根直线运动单元平连及各带多滑块结构时其负载能力可增加到数吨。
4 其最大运行速度可达到每秒8米,加速度可达到每秒4米。
5 重复定位精度可达到0.01mm~ 0.05mm。
6 采用带有RTCP功能的五轴或五轴以上数控系统能完成非常复杂轨迹的工作。
二 德国VC视觉系统简介
机器视觉就是使机器有人眼和大脑的部分功能,能自动进行几何形状测量,印刷质量缺欠识别和产品外观质量识别等工作。机器视觉系统通常用在全自动化、高效可靠和非接触的大批量生产过程中的检测识别工作。常见的视觉系统一般包括:光源、镜头、CCD摄相机、图像采集卡、图像处理软件、监视器、通讯/输入输出单元等。而许多智能相机就是一个通用图象处理系统,把镜头、图象传感器、高速DSP、存储器、常用图像处理软件、通讯口和/输入输出口等集成在一个香烟盒大小的盒内,用户可以任意编程,能代替基于PC机的图象处理系统。智能相机有彩色智能相机和黑白智能相机,有线阵和面阵智能相机,本文仅介绍一款德国VC公司面阵黑白CCD智能相机。
工作时首先CCD智能相机将被摄取目标转换成灰度图像信号,先放大该信号,再数字化为数字图像。数字图像以二维矩阵存储起来,如Vision Components GmbH公司智能像机VC2028的每一幅数字图像都是640*480的二维矩阵。该矩阵的每一个元素叫像素,它的数值通常是0~255。像素的数值0~255对应目标的最暗和最亮处。图像处理软件就是根据图像中像素分布和亮度变化等信息抽取图像中目标的特征,如:孔的数量、面积、形状、长度、形状宽度和位置等,还可以是亮度变化等,然后与所存的模板进行比较匹配,最后给出尺寸、角度、偏移量、个数、合格/不合格、有/无等。结果。
用户可以在PC机上用C语言或VC编写自己的应用程序,然后下传到智能相机里,智能相机运行该程序来完成特定的任务。也可以选用VC公司配带的图象处理软件。
三 机器人数控系统
该机器人的控制系统采用德国运动控制技术公司(Movtec)的三轴运动控制卡DEC4T和运动控制软件Editasc。DEC4T运动控制卡是基于PC机,专用控制3台步进电机和数字伺服电机的运动控制卡。EdiTasc不仅是MOVTEC公司各种控制卡配套的通用数控软件,它也是一个高度开放的开发平台,可以直接控制各种工业自动化设备,或方便的开发用户专用页面及控制系统。DEC4T自带36路数字输入输出口,来作为限位开关,控制CCD智能相机和起动检测仪器。
Editasc可采用Mtasc语言或G代码编程,Mtasc语言为Editasc专用语言,具有如下一些特点:
· 任意定义各种长度、多种类型的变量和数组 ;
· 许多数学函数;
· 多种循环程序;
· 多种条件
· 允许有任意层扩展和嵌套;
· 调用子程序和调用其它语言的子程序;
· 极其方便的I/O口操作。
· 在程序的输入和编辑过程中可以执行任意一行或几行程序,可方便地验证程序及数据的合理性。
四 几个典型应用
1 产品标签检验
在几乎所有的现代化批量生产过程中,产品包装盒上所印文字、符号、产品上的标签等要求印刷精美,无任何缺陷和错误。但实际中会出现下面的问题,如部分字符漏印,部分字符不完整,不同字符间混乱,如:5和6; 6和9印混了,字符位置不对,字符的字体不对或不一致等。要解决上面的问题就必须选一优秀的图象处理系统,对这些文字和符号进行100%的可靠的检验,才能保证100%的合格率,达到真正的“零缺陷”。被检验识别的文字和符号可以由下面的方式产生:印刷,喷码,热转印和激光雕刻等。这更增加了检验识别的难度。
本文CCD相机选用德国Vision Components公司智能摄像机VC2038。其配置如下:CCD芯片是Sony 1/2” 640*480点,每秒25桢图像,存储器配置是16 MB SDRAM, 2 MB Flash Eprom, 8 bit overlay, CPU是TMS320C62XX,速度是1200MIPS (每秒1200百万指令)。VC2038通过自带RS232口 可以把位置数据传给PC机。VC2038还自带4路数字输入口和4路数字输出口。根据视场范围和高度选用对应的镜头。
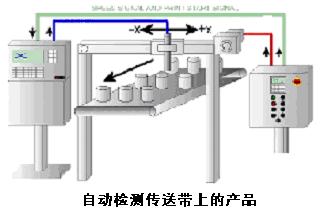
被检验的产品在传送带上单排排放或如图1所示的并列排放。机器人首先停止传送带,并把检测头移动到第一个产品上方,识别系统开始自动检测识别第一个产品。机器人再把检测头移动到第二个产品上方,接着识别系统开始自动检测第二个产品,如此依次识别完该排最后一个产品。再启动传送带把第二排产品移到检测系统正下方,并开始该行产品的自动检验识别。
类似的应用还可以在各种产品的外观检验,包装检验,商标检测等方面应用。
2 印刷品质量检验
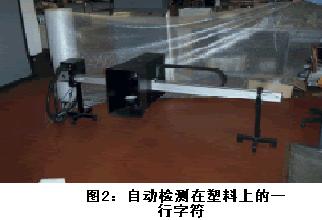
这里的任务是图2产品的检验。在图2中被检验的产品是透明塑料上的文字。机器人首先停止传送带,并匀速移动检测头,识别系统在几个特定的位置自动检测识别所印文字和符号。塑料再起动一定长度,机器人反向运动,检测系统开始该行产品的自动检验识别。
机器人是德国百格拉公司单轴机器人,由于负载小及移动速度要求不高,故选用型号为LM-P404 R-AT5,有效行程按任务要求选为1500毫米,驱动电机是百格拉公司的步进电机VRDM3910LWB,机器人控制系统选用百格拉公司的专用工控机TLCC。TLCC通过CAN总线控制TLC611步进电机驱动器。图像处理系统选用德国Vision Experts公司的检测系统 VE 4000 OCV/2。图2是该系统在实际使用中的照片。
德国Vision Experts公司的E 4000 OCV/2系统由智能CCD摄像机VC2038和专利识别软件组成,可以检测各种符号,如:印刷的符号、喷码符号、热转印、激光雕刻等。可以100%保证发现所有下面的问题:整个或部分字符漏印,不完整字符,不同字符间混乱,如5和6、6和9印混了,字符位置不对,字符的字体不对或不一致。该系统可以识别多种符号,当图像中要识别的符号与背景的对比度有些变化,如照明系统出了问题,甚至图像背景里有某种规则的纹理时,该系统也可以很好地工作。该系统也非常灵活,可以一分钟仅检测10个产品,也可以一小时检测10万个产品;可以同时检测300个字符,也可以检测同时含10种字体的符号集合。被检测产品可以被旋转,实现在运动中实时动态检测,E 4000 OCV/2系统自动给出检测数据,有自检和外部信号启动公式,检测的符号可以缩小或放大,给出符号的位置数据。
不仅塑料检测如此,其它方面如印刷品、木材、PS板等方面都采用类似的方法进行检测。
3 工件识别定位及抓取
随着自动化生产能力的提高,现代工厂中经常会出现需要分类分拣的场合,那么就非常需要配合视觉系统的机器人来实现这项工作。该例子为对仓库中不同批次的产品进行定位及抓取。在机器启动前,操作人员根据具体需求,通过计算机将需要搬运的产品的批次传输给视觉系统,当机器人带动视觉系统到达产品上方时,视觉系统通过获取的图像进行识别,通常识别物为条码,当确认该产品为需要搬运的产品,那么视觉系统再通过获取的图像进行精确定位,将坐标值传输给机器人,机器人随后运动到指定位置,进行抓取搬运。如果检测该产品不是需要搬运的产品,那么传输给机器人相应的信号,机器人移动到下一工件位置进行下一次检测。

该系统中的视觉系统同样采用德国Vision Components公司智能摄像机VC2038,机器人采用德国百格拉直角坐标机器人,控制系统采用的为德国MOVTEC公司运动控制卡,这样能够保证在一台计算机中对视觉系统与直角坐标机器人的控制与配合。
目前,类似系统已经在很多自动化流水线上应用,均获得很好的效果。
4 视觉系统引导的灌装机械
目前机器人已经应用到了各个领域,以下我们介绍机器人在灌装机械中的使用。如图4所示,在一些工厂中需要对液态产品大量的进行灌装以方便运输,所以自然就增加了对灌装机的需求,附图中为视觉引导的直角坐标机器人在灌装机中的应用。机器人方面选用德国百格拉龙门式三维直角坐标机器人,视觉方面选择德国Vision Components公司智能摄像机VC4038E。
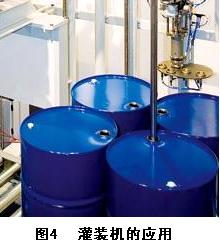
该系统是通过BLOB区域分析的方法来进行桶口的位置确定。由于每个桶口的正上面都有一个与铁桶本身颜色区分明显的白点和黑洞,那么视觉系统就采用区域分析的方法对采集的图像进行处理,获得该白点和的黑洞位置,然后通过换算确定桶口的位置,并通过以太网口传输给直角坐标机器人。机器人获得该坐标后,直接带动注油管道到桶口上方,然后插入,注油,待结束后重复执行以上的动作。
该系统成功的解决了工厂注油难,费时,费力等困难,大大提高了工作效率,使其在几个月内便收回了该设备的成本。该类应用可以推广到其它产品或其它形状的灌装容器应用中。这里面机器人的运动轴要带金属防护带,所用的驱动电机是防爆电机。
五 结论及展望
本文介绍了德国百格拉公司的直角坐标机器人及德国Vision Components公司的智能相机。德国Vision Components公司的智能相机装配在百格拉公司的直角坐标机器人上已经被众多用户成功地用在工件定位,分类搬运上。 随着大批量自动化生产的迅猛发展,很多产品要在许多生产环节全面被检测及精确定位,这类直角坐标机器人和图像处理系统将具有更加广范的市场前景和发展潜力!
