
2系统概述
山东某液压机械制造有限公司是国内液压打包机械的龙头企业,其生产的液压打包机行销海内外,得到用户的普遍好评。液压打包机广泛应用于棉纤维、亚麻、羊毛、纸边、服装、布匹、毛巾、麦草等松散物资的打包,为农用物质的仓储和运输提供了极大的方便。由于液压打包机一般应用在环境恶劣的室外或污染严重的生产现场,故对控制产品提出了较高要求。以前曾有自动化公司采用某国外品牌PLC对液压打包机的电气控制部分进行改造,但应用效果欠佳。我们对机器运行环境进行了现场考察和反复研究,充分考虑到了现场环境的恶劣性,在可靠性、稳定性等方面做了大量工作,提出了基于HOLLiAS-LEC G3小型一体化PLC的控制系统。实际运行效果表明,该控制方案达到了预期效果,大大提高了设备的自动化水平。
液压打包机控制系统由核心控制单元PLC和用于操作的人机界面组成,核心控制单元应用和利时公司的G3系列小型一体化PLC,人机界面采用深圳人机电子有限公司的新一代文本显示器MD204L。PLC包括1块24点CPU模块LM3107和1块8路继电器输出模块LM3222,输入、输出信号详见表1。

表1 I/O地址分配表
3系统功能
采用PLC控制的液压打包机可以实现自动脱包、自动提箱、自动转体、自动踩棉等功能,并能对生产过程进行实时监控,完成自动诊断、自动报警和数据上传等功能。为提高电气控制系统的可靠性,根据客户的实际需求,将经常出现故障的所有可以替换的开关按钮全部转移到人机界面上,包括油泵的启动/停止、踩箱的启动/停止、油缸的上升/下降/停止、提箱、开门、关门等操作按钮。另外,时间继电器的时间也在人机界面上设定,包括油泵电机启动延时继电器、踩箱电机避起延时继电器、踩箱电机断电延时继电器和油缸上升缓冲延时继电器。
液压打包机的控制部分包括油泵电机控制回路、踩箱电机控制回路、升降控制回路、提箱控制回路、预缷控制回路和开关门控制回路等,下面对各控制回路分别进行介绍。
油泵电机控制回路:通过文本显示器控制键盘的按键操作,按下“泵起”油泵电机的启动按钮,主接触器C1和Y接触器C2接通,同时油泵电机启动延时继电器,通过读取文本显示器上的时间值,并开始计时。时间到则Y接触器C2断开,同时△接触器C3接通,PLC的C2与C3两点互锁。按下“泵停”油泵电机的停止按钮,油泵电机正常停机。当电机发生过载或是有堵转情况发生时,主油泵热保护继电器RJ开关闭合,通过PLC程序控制主接触器C1立即断开,处于保护状态。故障排除后,重新启动、重新开机。当油缸超过上限或下限时,HC1和HC2都要在PLC程序控制中加以保护。通过设定油泵电机启动延时继电器的值可以任意改变Y—Δ启动转换的时间,保证最佳转换状态。加上多重互锁和自锁,完成油泵电机的正常启动和运转,同时有指示灯显示电机的运转状态。
踩箱电机控制回路:通过文本显示器控制键盘的按键操作,按下“踩起”踩箱电机的启动按钮,踩箱过程开始,踩箱指示灯点亮,踩箱电机接触器C4接通,同时踩箱电机避起延时继电器读取文本显示器上的时间值,并开始计时。时间到,触发PLC内部中间继电器,踩箱结束,蜂鸣器H接通告知,同时踩箱电机断电延时继电器读取文本显示器上的时间值,并开始计时。时间到,循环结束,踩箱电机与蜂鸣器H停止复位。按下“踩停”踩箱电机的停止按钮,所有的时间继电器及中间继电器均复位,踩箱电机停止。我们可以对精度高达1ms的踩箱电机避起延时继电器和踩箱电机断电延时继电器任意调整,根据不同的工作状况选取不同值,极大地方便了用户操作,显著提高了生产效率。
上升、下降控制回路:上升与下降是两个相反的控制过程,由程序设计为互锁,以保证动作统一、安全。通过文本显示器控制键盘的按键操作,按下“上升”或“下降”按钮,箱体按程序动作,开始上升或下降,达到工艺要求。
提箱控制回路:系统提箱的控制必须保证在上升结束后进行,通过文本显示器控制键盘的按键操作,按下“提箱”按钮,提箱开始,当达到箱体上限位时,即为提箱结束。
卸控制回路:按照工艺要求,预卸控制必须是在上升或提箱时间段以前进行。预卸全过程完全由PLC程序自动进行,油缸上升时即为预卸工序开始。读取文本显示器上的油缸上升缓冲延时继电器的时间设定值,同时开始计时,时间到预卸结束。
开门、关门控制回路:开门和关门是两个相反的控制过程,分别由文本显示器上的“开门”和“关门”操作按钮控制,内部中间继电器ZJ6和ZJ7互锁,分别完成开门和关门动作。
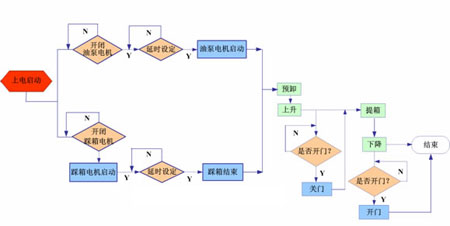
系统流程图如图1所示。
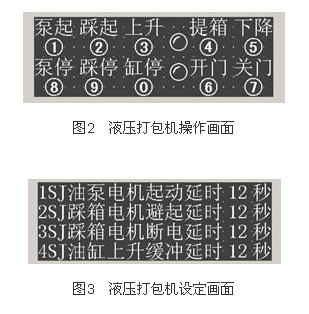
人机界面上的主操作画面和时间设定画面如图2和图3所示。
4结束语
该控制系统已经成功应用在农用液压打包机上,降低了操作人员的工作强度,提高了设备运行效率和安全性,降低了能源消耗,提高了产品质量。从液压打包机在现场的运行情况来看,和利时的小型一体化PLC质量可靠、运行稳定、运行效果良好,能适应农机现场的恶劣环境,在提高农机设备自动化方面取得了很好效果,具有很好的推广价值。