
摘 要:SC系列PLC是台达新推出的一款S系列PLC,主要是增加了总频宽为130K的高速脉冲输出和高速计数的功能适合控制伺服系统。本文介绍基于SC系列PLC的食品机械机电自动化化系统,系统应用台达触摸屏DOP-A57GSTD+SC系列可编程控制器 DVP-12SC11T+伺服控制器ASD-A021LA+编码器ES3-06CN6941+步进电机,设备不大,但是使用的台达机电产品较全,整个系统由于控制精度高,所以调试较困难。
关键字:食品机械投入机 触摸屏 PLC 伺服 编码器
1 引言
此系统属于食品机械的投入机的控制系统,系统包括触摸屏、可编程控制器、伺服、编码器、步进电机等,投入机主要功能是把呈带状脱氧剂或者是干燥剂,进行切断,然后按要求投入到包装线。在整个设备中,控制的主要要求是要切断准确,切断的位置偏差要在±5mm以内,而且要求速度可以很快,高速每分钟要达到170个;因为送料驱动使用的是步进电机,这样就会要求送料要有反馈,所以从动轮上安装了编码器做为反馈信号的来源,由于控制部件的组合以及于机械机构的联动配合问题,在调试时做了好多次软件和硬件的改进最后达到了使用要求。
2 食品脱氧剂投入机工艺
因为属于机械设备的系统,另外,要求精度也高一些,所以工艺过程相对复杂一些,主要要求如下:通过设定不同的料袋长度尺寸和间距,可以加工4种规格的产品;要求实际偏差不得超过±5mm;要求在连续运行时的加工速度要能达到每分钟170个;要求刀速和步进的速度都能有四个档的调整;报警上下限设定;偏差微调功能,并且显示微调值;要求有两个外部联动功能,启动不同的联动信号可以达到包装线联动的功能;要求具有生产计数的功能,可实现计数有效无效的切换。工艺过程如图1所示。
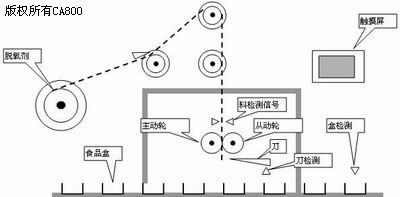
图1工艺过程
3 系统设计
3.1电控系统设计
(1)PLC系统需求分析。6个数字量输入;3个数字量输出;1个伺服控制;1个步进控制;1个由AB相的编码器发出的高速脉冲计数。
(2)控制系统配置设计。触摸屏:台达DOPA57GSTD;PLC:台达DVP12SC11T ;伺服控制器:台达ASD-A021LA;台达编码器ES3-06CN6941;步进驱动器和电机;料检测接近开关;刀位检测接近开关;外部连动接近开关。
触摸屏主要是用来显示和控制、报警、报警上下限设定、采集数据显示微调、报警数据显示、记录产量等;PLC主要是采集数据并计算,控制伺服电机和步进电机的动作,报警的判断和输出;伺服电机的作用是用来使切刀可以快速的切断干燥剂,并且准确的归位;步进电机的作用是快速的进料,并且进料要十分的准确;编码的作用是把从动轮的转动的实际角度采集出来,送给PLC。
3.2控制软件功能设计
(1)系统的功能要求。可以设定干燥剂的长度和间距,以便可以切不同规格的干燥剂;
刀速和步进的速度是可设定的要能够分成几个档位,适应不同的要求;可以设定上下限报警,来控制误差的范围;显示报警画面、报警信息;报警上下限设定;具有偏差微调功能,并且显示微调值;要求有两个外部联动功能,启动不同的联动信号可以达到联动的功能;要求具有生产计数的功能,可实现计数有效无效的切换;要求具有复位功能,实现故障状态的复位;
除联动外还能实现连续运行和点动的功能;
(2)技术难点分析。在以上的功能中最重要的功能实现就是步进电机的控制,这也是最难的部分,因为干燥剂长度的准确完全依赖于步进电机所走的行程,如果单纯靠固定脉冲数来控制步进电机,那么运行一段时间后一定会出现累计误差,会使所切的干燥剂长度相同但是会切到料上,所以必须使用编码器采集回来的脉冲数作为反馈来给步进发脉冲。
(4)HMI(触摸屏人机界面)画面设计。主页;控制画面;参数设置画面;步进
速度设置画面;切刀速度设置画面;报警画面。
(5)PLC模块设计。刀和步进速度设定;运行方式控制;复位状态控制;计数功能
;伺服和步进控制;报警控制。
4 机电系统调试
4.1 机电位移脉冲当量
通过反复的试验得到一个试验值:就是料每移动1mm编码器的脉冲数是多少个,在这台设备上得到的数据是,每移动1mm编码器的脉冲数是5个,而且相对准确。
4.2 伺服频率当量
通过反复试验得到两个数值:就是为达到每分钟加工速度为170个,那么对步进和伺服发出的脉冲频率是多少,经过试验得到的数据是步进额为4KHz,而伺服应该是80 KHz;其实,本来可以通过计算可以得到这个数据,但是,由于机械方面的配合和程序有扫描周期的问题,所以不能完全套用计算所得到的数值。
4.3 料位检测
调整料检测的高度也是一个比较关键的环节,如果不能调整好高度会对切断的准确性起到决定性作用。
4.4 前机时间
投入的准确性是靠调整前机时间来保证的,在食品盒到达投入口正下方之前要进行切断动作,而食品盒到达投入口正下方时干燥剂要正好投入到食品盒当中,送料停止到切刀切断之间的时间就是前机时间。
5 结束语
此设备的使用台达的机电产品比较多,整合性能比较好,为客户降低了大量的成本,是单一电控技术平台为客户降低成本的很好的实例。针对国内食品机械的自动化程度较低的现状,还有很多自动化应用工程空间。食品脱氧剂投入机使用了台达的SC系列PLC来控制台达伺服系统,达到了使用要求。