
摘要:本文主要介绍基于台达" title="台达">台达自动化产品的圆网印花机整体系统解决方案。台达圆网印花机整体系统解决方案,主要通过工业控制网络DeviceNet实现各色系的I/O控制;通过CANopen实现伺服数据的读写;同时通过独有的脉冲By-Pass功能实现12色伺服的同步控制" title="同步控制">同步控制。经现场实际生产验证,台达完善的工业控制网络,尤其是伺服内建独特动态误差修正功能可保证剧烈加减速不跑花。此系统方案的成功应用,有效地推动了国内圆网印花机的性能提升。
关键词:同步控制 相位调整对花 电子凸轮" title="电子凸轮">电子凸轮 纠偏 DeviceNet CANopen
一、圆网印花机简介
1.圆网印花机原理
圆网印花机是一种使用圆形镍网在白色坯布上连续印制各色图案专用加工设备,工作原理类似套色印刷机。圆网印花机是筛网印花一种。如图1所示。
圆网印花机按圆网排列方式可分为:立式、卧式和放射式三种,其中使用最普遍的是卧式圆网印花机。圆网印花机与其他设备组成联合机使用,一般印花车速为30~80m/min。广泛用于棉织物、化纤及其混纺织物和一般针织物、丝织物的印花。

图1 圆网印花机外观
2.印花园网规格参数:
印花圆网是在涂布感光胶的镍网上通过照相制网获得的。如图2所示。
圆网周长(D):640mm、726mm、 820mm、 914mm、1018mm。
工作幅度(W):1280mm、1620mm、1850mm、2400mm、2800mm、3200mm。
套色数目:6、12、16、20、24。
印品种类:机织或针织的纯棉、化纤即其混纺布、无纺布、毛巾布、植绒布、丝绸
车 速:5~100 m/min
印花精度:0.1mm
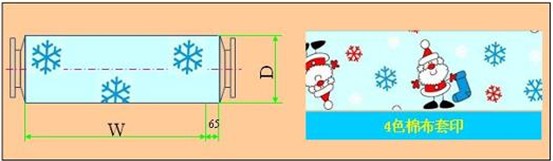
图2 圆网外形图
3.圆网印花机主要装置功能
⑴进布装置:保证按要求的速度和张力将织物从布卷或布箱中无褶皱地导入到导带的准确位置上。
⑵印花导带:起作用在于将织物向前导送。
⑶对花装置:对花装置可使安装在网座上的所有圆网迅速组成一个完整的图案花型,共包含以下三个调整系统:
纵向调整:在印花过程中,通过圆网传动电机的差动,对圆网进行纵向调整;
横向调整:由一个对花电机带动减速机通过偏心块拖动网架,作横向调整;
斜向对角调整:由另一个对花电机带动减速机通过偏心块拖动网架,作斜向调整。
⑷圆筒镍网:简称圆网,由镍网胶接在闷头上制成,是印花的主要部件,通过刮刀将圆网图案转印至织物。
⑸烘房装置:主要用于印花织物的干燥。
⑹落布装置:把烘干的织物用正确的速度,以适当的张力从烘干部分送出,进入布箱。
4.设备工艺流程
圆网印花机主要工作流程,如图3所示。
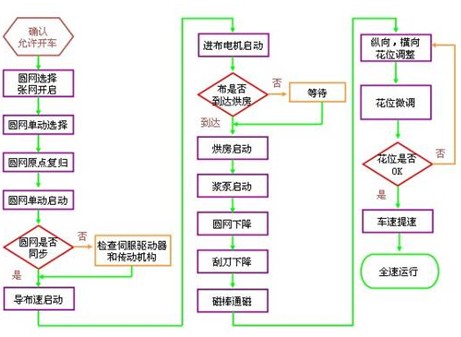
图3 圆网设备工艺流程
二、控制系统设计原理
该系统涵括12台伺服、9台变频、25台HMI,为了便于系统控制和维护,每个色系均采用单独的PLC进行I/O" title="I/O">I/O点的控制。由于每个色系有1个INPUT和5个OUTPUT,故选用DVP-14SS PLC,12个色系子PLC通过台达现场总线DeviceNet与主控PLC进行通讯。由于系统I/O点较多,且采用网络控制,所以主控PLC选用DVP32EH-L,圆网伺服的控制采用CANopen工业控制网络,实现与主控PLC的数据传输。导带由主控PLC通过模拟量实现速度控制,完成进步、烘房、出布。电机由同步控制器实现与主轴的同步控制。主控人机界面选用色彩绚丽、功能丰富的A系列10.4in超大屏幕触控面板,通RS485与主控PLC进行通讯,实现数据的采集与交换。
圆网采用具有网络型、高解析度、高响应的A2系列运动控制型伺服独立控制每色圆网。由于工艺要求12台圆网与主轴同步,所以本系统采用A2伺服内建电子凸轮功能和脉冲By-pass功能实现与主轴的同步控制。即主轴编码器直接输入12台伺服,实现所有圆网与主轴导带的同步。
三、台达系统应用解决方案
1.台达系统控制架构
本系统主要由台达B系列高端HMI、网络型PLC、变频器以及智能型运动控制伺服A2组成,其系统架构如图4所示。

图4 台达圆网系统控制架构
2.圆网伺服架构
圆网印花机主机部分是整个机台的核心工艺,工艺难点在于12轴圆网的同步控制。基于台达ASDA-A2系列高性能" title="高性能">高性能伺服驱动器的圆网主机控制系统,凭借其内置电子凸轮功能和强大的脉冲By-pass功能即可实现圆网的同步控制。运动控制程序有A2伺服单独完成,伺服与上位控制器之间采用CANopen网络通讯,实现逻辑控制。控制架构如图5所示。
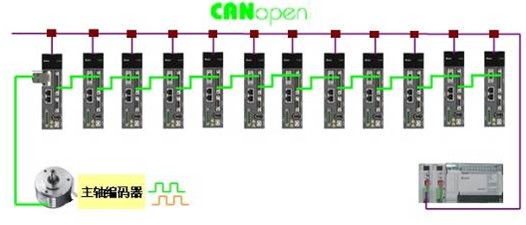
图5 圆网控制架构
圆网点动对花设计
圆网对花:即在机台运转情况下,对印花位置进行调整补偿,此调整只能通过调整圆网来实现。如果花位超前,则需圆网减速,叠加负向偏差脉冲;如果花位滞后,则需圆网加速,叠加正向偏差脉冲。其工艺难点在于每次所叠加的速度和位置大小,因为圆网壁厚度仅为0.2mm,如果每次所叠加的速度或位置过大或过小,都有可能发生“扭网”或“断网”,而这两种现象都是不允许出现的。
对花分为粗对花和细对花,粗对花又包含点动对花和连续粗对花。点动对花主要采用凸轮+PR重叠方式执行,每次超前或滞后导带0.3mm;由于客户所要求印花精度为0.1mm,故细对花每次超前或滞后导带0.1mm,对花由操作人员手动完成。利用伺服事件触发(Event)PR程序,伺服PR规划如图7所示。

图7 伺服PR规划
3.HMI画面程序设计
主控HMI主要用于数据的采集,设备数据和状态的显示,以及机台控制按钮操作。圆网HMI除了规划基本机台控制功能外,通过人机配方功能在系统增加规格记忆与调用功能,此功能可记忆历史规格的套色数目、各色圆网的磁力大小、圆网尺寸、磁棒直径等必要信息,用户在下一做同等规格时,只需调用即可很方便地完成相关的设定。此功能在国产圆网系统为首次应用。为了减轻PLC的负担,对于规格参数的计算均采用HMI宏指令完成。(图8)
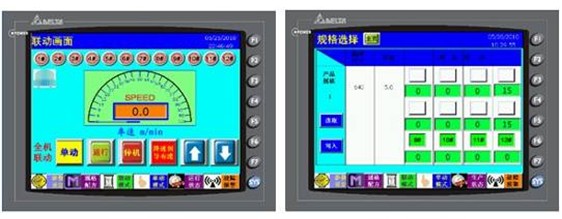
图8 HMI画面程序设计
4.PLC程序设计
⑴网络配置
对于DeviceNet和CANopenBuilder的配置,台达提供人性化编辑软件DeviceNetBuilder(图9),运用此软软可以简单迅速地完成整个网络的地址映射和配置。
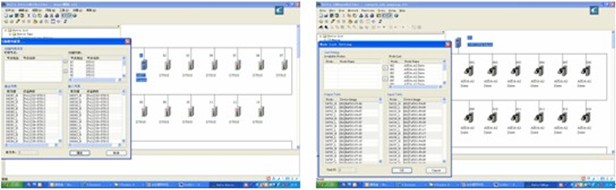
图9 DeviceNetBuilder界面图
⑵园网单动程序设计
工艺要求在导带停止状态,即主编码器无脉冲送出的情况下,被选中圆网依然可以保持其原有相位以3m/min的速度运转,故此处利用CANopen网络控制P5-07触发PR#5以速度模式进行运转,以达到同步控制。
启动:写入P5-07=K5,即触发PR#5
停止:写入P5-07=K6,即触发PR#6
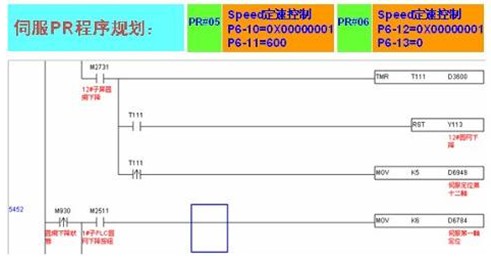
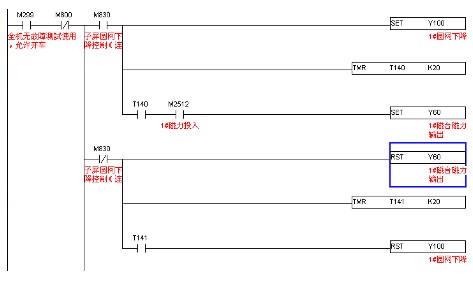
图10 圆网动作程序
四、台达圆网整体解决方案优势
1.整个控制系统采用CAN工业控制总线具有节省配线、降低成本、提高性能、方便维护等特点。
2. 圆网采用高性能运动控制伺服,整个印花动作伺服单独处理;1kHz响应频宽,独有动态误差修正,保证加减速过程无跑花。
3. 经现场测试,台达控制系统可实现80~100m/min车速,印花精度≤0.1mm。
台达圆网印花机整套集成系统解决方案的成功应用,表明台达对此类行业机械的工艺流程有了更加深入的了解,可以为更多的印染行业客户提供低成本、高性能、最优化的系统解决方案。

