
[摘 要]特种织物使用折入边装置的情况正在扩展,结合已知特种织物如黄麻、玻璃纤维、塑胶线等应用折入边装置的实践,对折入边装置,自身的性能、可靠性和织物的边组织、钢筘、织物废边等上机工艺进行说明。总结实践经验,使折入边装置应用于其它特种织物时能更快地上织机调整,并在实际开机织造时提高效率。
0 前言
基于织物用途的不同,衣着用织物外的其他织物可称为特种织物。
织物边是织物的重要组成部分,也是织物织造时的重要环节。特种织物具有光边是织物性能和织物风格的要求,织物为光边时能增加边部强度和保持布幅,或方便挂浆、洗涤、减少裁剪撬边等功能。
无梭织机上织出的通常为毛边织物,加装折入边装置后即可织造光边织物。随着特种织物的发展,将折入边装置应用于特种织物是市场的需求。
折入边装置有机械式和喷气式,目前市场以机械式为主。市场上的机械式折入边装置也有很多种,形状结构各有差别,其中采用共轭凸轮式折入边装置占有主导地位。
由于机械式折入边装置最初是专为棉、毛、涤等原料组成的衣着用织物设计制造的,经纬纱线支数多数在10支-60支之间。当将折入边装置应用于特种织物时,它和衣着用织物的情况有很大差别。这就使折入边装置制造厂和织物织造厂都将有一个应用实践的过程。
本文对折入边装置应用于某些特种织物(如以黄麻、玻璃纤维、塑胶线等为原料的织物)的实践情况进行分析,对折入边装置自身的性能和可靠性及和特种织物相匹配的边撑、绞边、边组织、钢筘、织物废边等上机工艺进行了说明。通过总结实践经验,使折入边装置应用于其它特种织物时能很快地适应织造。
1 折入边装置应用于特种织物的实践分析
1.1 折入边装置应用于黄麻织物
山东聊城昌润纺机厂专门为用户生产了黄麻织物织机,此黄麻织物最终需缝成麻袋,而光边时麻袋较牢固,因此在织机上配置了我们公司生产的GT561(T)型共轭凸轮式折入边装置。
为了充分了解织机和折入边装置在织造黄麻织物时的情况,我们分别在190cm和260cm门幅织机上进行了试识,190cm门幅为三台折入边装置(左、中、右),织双幅布;260cm门幅为四台折入边装置(左、右及2台中间折入边),同时织三幅布。
1.1.1 在190织机上试织时,折入边装置的折入稳定性很不理想,织物边也不好,经过观察和分析,认为是由以下原因造成的:
1.1.1.1 纱线质量不好,整经时纱线张力控制不均匀,断经历害,导致织物边的稳定性差,织造也不能连续进行,直接影响了折入的效果;
1.1.1.2 钢筘筘齿太稀(考虑经纱直径很粗,首先选用的是18号筘,10mm内只有18齿,每筘2根经纱),织物光边虽也能调出来,但不稳定。这是因为折入边区域只有15mm左右,对应只有5~6根经纱在交织,经纱数太少,不易将折入的纬纱交织住。另外在调整折入纬纱的长度、加减经线根数时,每筘调整量达到了5.5mm,不易控制,致使有时折入的纬纱头没有经纱织住,变成毛头;
1.1.1.3 织物边的经纱组织不完全是一上一下组织,导致纬纱在织物边处锁紧不牢固,折入边装置在对纬纱进行处理,做一系列机械动作时,纬纱会乱动,影响了折入的效果甚至动作失败;
1.1.1.4 黄麻纱线条干不均匀,有部分段的经和纬线非常粗,直径达到了φ1mm;而常规的钩针头部过渡段偏粗,为φ2mm。纬纱在折入的过程中要在钩针头部螺旋状卷绕一圈,以纬纱的中心计算,绕一圈的周长为L=πD=3.14×3=9.42mm;而该折入边装置的压脚边到剪刀口的距离最大为9mm,也就是说,一圈尚未卷绕完,纬纱已从压脚中滑出,导致动作失败。同时常规的钩针头部沟槽略小,在0.8~1.0mm左右,纬纱有时不能勒入沟槽或易在沟槽内卡住。三者原因致使有的纬纱不能折入。
1.1.2 在260织机上对黄麻织物试织时,针对以上在190织机出现的问题,采取了以下措施:
1.1.2.1 注重整经,使经线的张力均匀。
1.1.2.2 钢筘改成35号筘(相比于18号筘,筘齿齿密增加了将近一倍),加减经纱时,每筘调整量在2.8mm左右,能满足织物工艺要求。
1.1.2.3 织物边经纱重新穿综,使织物边组织为1/1平纹。常规织物织成光边时,因纬纱每一纬都折入布边中,使布边的纬密变成地组织的二倍,因此布边常用两上两下织法,使纬向交织点减少,最终布边的密度和地组织差不多,不会产生布边向前冲出的现象。而此黄麻织物布边本身经纱就很少,不易锁住纬纱;同时此织物纬密较稀,虽又折进根纬纱头,只是填补了空隙,不产生布边前冲,因此可以改为1/1平纹。通过改进,织物边和织物面达到了稳定。
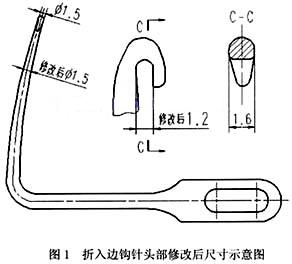
1.1.2.4 对钩针头部进行了如图1所示的处理,钩针的根部尺寸不变,以保持一定的强度,而纬纱会卷绕到的过渡段从φ2mm改进为φ1.5mm,此时以纬纱的中心计算,绕一圈的周长为L=πD=3.14×2.5=7.85mm,从理论上保证了纬纱不会滑出压脚;另外,对钩针头部适当增大尺寸后,将沟槽增大至1.2mm,并进行适当的圆整。再经过我们的仔细观察和细心调节,使折入边装置的钩针、剪刀压脚和钢筘、织机开口等配合完美,最后织物光边的折入稳定性和织物边平直度达到了理想要求。
1.2 折入边装置应用于玻璃纤维织物
玻璃纤维织物主要用于编织袋、土工布、绝缘、防火材料、皮带、轮胎夹层等各种用途,在绍兴、无锡、厦门等地有大量的织造厂,用圆机、经编机、有梭织机、剑杆或片梭型无梭织机生产织物。采用剑杆或片梭织机织造光边玻璃纤维织物,具有门幅宽、织物组织变化多、机械改动少等优点,大卷装玻璃纤维织物对存贮、运输有利。
采用剑杆无梭织机和折入边装置织造光边玻璃纤维织物,目前已成熟。当然其中也经历了试织和分析总结。由于玻璃纤维原料的特殊性,对织物的上机工艺、折入边装置的细节等,都需进行相应的设置。
1.2.1 玻璃纤维的原料品种繁多,千变万化:有的比头发丝还细,有的又粗如电线。对细的玻璃纤维要尽量缩小钩针头部尺寸,以避免钩针插下时带断经纱;对粗的线,要象织黄麻织物一样,对钩针头部进行如图1所示的处理。
1.2.2 玻璃纤维大多强度比较好,不易剪断,这就对折入边装置的剪刀提出了较高的要求。对此,要适当增加剪刀片的厚度,并提高其硬度,使剪刀片之间保持较高的张紧力,便于剪断纬纱。剪刀片旁边的剪刀压紧簧片也要适当增加强度,以辅助推住剪刀片,防止剪刀片弹开。同时,在日常使用中,也要注意对剪刀片的维护保养,及时调较或更换。
1.2.3 有的玻璃纤维膨松,如绒线一样。这样的纱线,首先,织造时纬纱要保持较高的张力,使纬纱处于紧张状态,纱线不至于太膨松,太膨松的纱线折入边装置处理不了。其次,钩针头部的沟槽适当增大,便于纱线进入。第三,压脚和压脚座之间的面光洁度要进一步提高,要仔细打磨、抛光,这是因为只要有一点毛刺,就会将膨松的纱线带住。在日常使用中,压脚面间要注意不能有水或油进入,水或油会吸附飞花,在压脚面间逐渐积累,最终使压脚压不住纬纱,动作失误。玻璃纤维车间内的飞花是比较多的,特别是这种膨松的纱线,因此要每天用压缩空气吹干净压脚面。
1.2.4玻璃纤维一般都有一定的刚性,将其折弯后都会有较大的回弹,这就影响了布边的效果,可能会产生小圈等毛病。通过双绞边将纬纱绞牢,并可通过人为调整折入边装置相对于织机的动作时间,使钩针出梭口放掉纬纱头时经纱即将综平,纬纱头被边经纱绞牢,不出现回弹。
1.3 折入边装置应用于塑胶线织物
浙江绍兴有客户生产如图2所示的塑胶线织物,此种织物用于度假沙滩、土工等方面,织物紧密、柔软、不易腐烂、清洗方便。
图2示织物的经线是扁平状塑胶带(为便于观察织物织造状态,采用有颜色的带子),经线自然状态时宽度为2mm~4.5mm,织物的纬线是圆状黑色塑胶线,直径为0.4mm,织物的锁边线是白色塑胶线,直径为0.2mm(图中不很明显)。织物原料强度很高,且具有一定的弹性。
在刚开始织造上述织物时,折入边装置的运用不很理想,主要有以下方面:
1.3.1 纬纱头的折入稳定性。由于扁平状经线较宽,当钩针在织机开口状态钩入开口时可能被经线阻挡,不能进入开口(相比衣用织物原料一般为圆状线,钩针头部的圆锥状很容易通过经线,进入开口)。折入边装置调整好后也能顺利进入开口,但当布面状态变化时(织物在纬向出现收缩或变宽、布边经线出现张紧不一致、废边出现交织不牢等现象时)钩针在布面的进入点发生移位,出现被阻挡。发生这种状况时,纬纱头没有被折入,且钩针头和经线发生对折,使经线受到伤害,也容易使钩针折断。
1.3.2 纬纱头的折入状态。由于圆状黑色塑胶纬线的弹性,当钩针释放纬纱头,梭口还没有闭合,即织物未交织时,纬纱头可能反向弹出梭口,钢筘打紧后,使织物的折边出现不整齐。由于单根经线较宽,钩针没有将纬纱头完全钩入织物,使折入的纬纱头露出织物,形成不合格织物。
针对上述织物织造时的不理想状态,我们和织造厂一起探讨了一些方法:在钩针钩入处,在不影响织物风格和要求的前提下,尽可能采用宽度为2mm的带子,避免钩针被经线阻挡,同时钩针的头部做成扁梭状,在垂直于经纱的方向钩针薄的象刀刃,便于伸入经纱;采用独立织边,使织物边的经线提前交织,尽可能避免纬纱头的回弹;采用较窄经线,可有效防止露头。从改进的效果来看,折入边装置在此特种织物上是可以应用的。
2 折入边装置应用于特种织物的实践总结
应用于特种织物的折入边装置转速大约在180rpm~360rpm之间,且一般在下限,折入边装置的额定转速约在430rpm,因此折入边装置的本体是可靠的,能满足织造车速要求。对于剪刀压脚部件,由于织物原料的原因,剪刀压脚部件的性能和可靠性仍存在不足,要不断提高。目前,针对不同的用户,采取以下部分措施会适当提高性能和可靠性。
2.1 折入边装置的剪刀刃口是用硬质合金制造的,剪棉纱、毛纱时,其可靠性和寿命是非常高的,但对于特种织物的原料,如黄麻、尼龙线、塑胶线时,所需的剪切力相对加大,刃口磨损也快,剪刀刃口寿命缩短,只有通过加强维护和更换的方式保证使用。
2.2 适当加大或减小钩针头部过渡段尺寸及钩针沟槽尺寸,使钩针更适宜于纱线的粗或细,提高纱头在钩针上的缠绕稳定性。
2.3 适当加大压脚面,并进一步提高压脚面和压脚座之间的配合精度,适当调整压脚弹簧的刚性系数,使压脚对纱线保持合适的压紧力,钩针钩纬纱头时的稳定性更好。
2.4 提高剪刀块压紧簧片的初始力,使剪刀在剪切粗线时剪刀块之间的粘合力更大,提高剪切断粗纬纱线的稳定性。
2.5 在织物边组织、钢筘、织物废边等上机工艺方面,针对不同的特种织物应采用不同的工艺,综述如下:
2.5.1 光边特种织物的边组织一般采用2/2平纹,但当纬密大时,应采用斜纹组织或类似的方平组织,从而减少交织点。织物工艺要求的组织一定时,应注意和其他上机工艺的联系。
2.5.2 光边特种织物织造时,应注意将钢筘、经纬纱密度、织物组织、穿筘工艺、折边宽度等紧密联系在一起。
2.5.3 光边特种织物的织物边经纱原料一般同织物本身的原料相同,但对不同的特种织物应区别对待。例如对亚麻织物边,应混合棉等其他原料,因为亚麻纤维短,钩针和亚麻摩擦后会使经线散开,导致断经。对塑胶线、尼龙等光滑的织物,废边原料一定要求棉或棉的类似原料,将纬纱牢固锁住。否则,纬纱在废边交织不牢,会引起缩纬等故障,使织物的光边折入稳定性不好。
2.5.4 当光边特种织物有锁边线时,要注意锁边线原料和工艺。例如有的尼龙线,和钩针磨擦后,会产生静电,吸引折入的纬纱头,影响布边的效果,因此就不能用做绞边线。
3 结语
织物光边坚牢,外观平直、整齐是织物的客观要求,为用户提供适应性强、可靠性高的折入边装置则是我们的义务和责任,在折入边装置应用于特种织物时有效提高织机开机率是我们和织造厂的共同目标。