
1 引言
提高薄膜收卷质量对塑料薄膜的二次加工至关重要;对于薄而易变形的薄膜的收卷,一个重要的方面就是要实现薄膜牵引和卷取过程当中的恒线速度控制。我们建立了牵引和卷取的恒线速度控制图,构成了由计算机、可编程控制器、变频器等组成的硬件系统,实现了计算机和可编程控制器、可编程控制器和变频器之间的通信。
2 恒线速度控制图的建立
2.1 异步电机在两相同步旋转(M、T)坐标系中的数学模型[1][2]
在同步旋转坐标轴系中,电压方程式可用右式表示:[μ]MT =[Z]MT [ī]MT (1) ,
同步旋转轴系上的数学模型为:
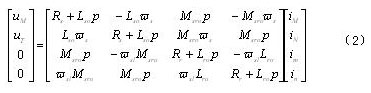
式中 分别为M、T同步旋转轴系的定、转子电压和电流;ω3 为M、T轴系的同步旋转角速度,即定子频率角速度;
分别为M、T同步旋转轴系的定、转子电压和电流;ω3 为M、T轴系的同步旋转角速度,即定子频率角速度; (转差角频率)。
(转差角频率)。
M、T坐标轴系的力矩表达式为:
2.2 异步电机的状态方程[1][2]
研究一个三相系统时,采用同步旋转坐标轴系,其状态方程中的系统矩阵A和输入矩阵B与θr无关,可以简化求解过程。如果取定子和转子电流 I(t),转速ωr(t)为状态变量,定子电压μ,频率ω3(t)及负载转矩TL(t)输入量,则异步电机在同步旋转轴系中的状态方程为:


由式(4)可见,即使在同步旋转坐标系中,异步电机调速系统在一般情况下也是一个非线性系统,应用线性多变量系统理论对式(4)进行线性化,可得线性化后的状态方程:
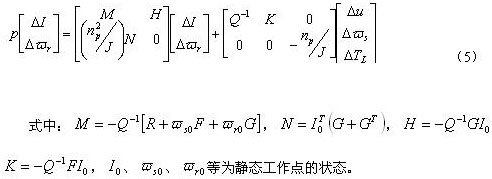
2.3 牵引和卷取恒线速度控制系统示意框图
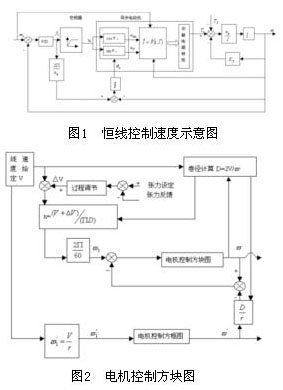
根据吹塑薄膜牵引和卷取的实际情况[3][4],可画出恒线速度控制示意图,如图1所示。其中 为角速度计算值[5],保证电机按计算出的卷径调节转速并加入张力调节的影响;ω为最终实际输出角速度,反馈至卷径计算单元参与卷径计算。为了镇定系统的张力,对△V 部分的运算,采用了PI计算(过程调节)。
为角速度计算值[5],保证电机按计算出的卷径调节转速并加入张力调节的影响;ω为最终实际输出角速度,反馈至卷径计算单元参与卷径计算。为了镇定系统的张力,对△V 部分的运算,采用了PI计算(过程调节)。
由异步电机的状态方程可得异步电机的控制方块图,如图2所示。其中 是异步电机在同步旋转轴系中的状态方程,ω1为给定的定子角频率,ω为转子角频率,θμ为定子电压矢量与t轴的夹角。为了消除稳态误差,减少速度跟随误差,改善系统的动态特性,需加入比例、积分和微分校正环节。
是异步电机在同步旋转轴系中的状态方程,ω1为给定的定子角频率,ω为转子角频率,θμ为定子电压矢量与t轴的夹角。为了消除稳态误差,减少速度跟随误差,改善系统的动态特性,需加入比例、积分和微分校正环节。
3 系统硬件设计
对于吹塑薄膜自动生产线,一方面电机的数目较多,另一方面电机分布距离不是很近。卷取部分的控制系统采用计算机为上位机,PLC为下位机来实现对整个系统的控制,PLC与变频调速器可构成多分支通讯控制网络[6][7]。利用通信技术,由计算机控制PLC,PLC直接控制变频器完成多电机调速,其方法是将通讯模块集成在变频器中或利用通讯模块与PLC连接,通过通讯接口控制变频器带动电机调速。PLC采用三菱公司的FX2N-64MR-001,变频器采用三菱公司的FR-A540,编码器采用增量型编码器。
计算机的通信接口RS232和PLC的通信功能扩展板FX2N-485-BD之间通过RS232C/PLC 变换接口FX2N-485PC-IF连接[8],如图3示。

PLC和下位器件之间关系如图4所示。变频器的通信连接单元为FR-CU03,符合RS-422/RS-485通信规范;3MD2系列PLC数字显示器可以实时的显示PLC中的数据。电机1、2转速的计算和比较,张力反馈的PI调节等都由PLC来完成。
由图3和图4构成整个控制系统硬件的连接,这样的连接可以实现计算机对PLC远距离的调试与监控、PLC的离线编程、PLC对变频器的远距离监控等操作,使对薄膜吹塑生产线的控制更灵活。
4 软件实现
考虑到使用的方便,采用基于Windows操作系统的软件包SWOPC-FXGP/WIN-C,可对FX全系列可编程控制器(FX0S、 FX2N、FX0N、FX2、FX2C)进行编程和控制[9]。这种软件可以实现寄存器数据的传送、PLC存储器清除、串行口设置(D8120)、运行中程序更改、遥控运行或停止、PLC诊断、采样跟踪和端口设置等操作;可读取和显示可编程控制器中的程序,实现文件的发送和接收;可监控和测试可编程控制器,实现动态监视器、元件监控和显示监控数据的变化值(十六进制)等功能;可以实现梯形图、指令表和顺序功能图(SFC)程序的相互切换显示,同时显示多个功能窗口。
要实现对薄膜牵引和卷取的恒线速度控制,需要PC与PLC之间点对点的串行通信和PLC与下位器件之间进行正确通信,这需要设定握手信号和数据传送格式。为了避免发送与接收的帧错,发送与接收采用相同的数据格式。
4.1 计算机和PLC的通信协议
为了使计算机和PLC进行正确地通信,必须对PLC的特殊寄存器作相应的设置[8]。D8120用来设置数据长度、校验形式、波特率和协议方式;D8121用来设置站号(设置范围为00H-0FH);D8122和D8123分别存储待传送数据和已传送数据的长度;D8124存储数据开始位(初始值:STX);D8125存储数据结束位(初始值:ETX);……D8129用来设置间歇校验时间。上位机和PLC的通信协议有多种格式,我们所使用的专用通信协议格式4如图5、6、7所示,图5和图6中的和校验码是从站号开始到数据结束的所有字节转化为ASCII码相加后的末两个字节。
主要控制字符含义如下:ENQ:计算机的请求信号(05H);ACK:无校验错误,PLC的应答信号(06H);NAK:检验到错误时,PLC的应答信号(15H);STX:信息帧开始标志(02H);ETX:信息帧结束标志(03H);ETO:传输结束(04H);LF:数据供给(0AH);CL:清空初始化(0CH);CR:传输再次开始(0DH)。


4.2 PLC与变频器之间的通信协议
在PLC与变频器构成的1:2通信网络中,每个变频器为一个子站,其站号由参数设定单元设定。工作过程中,PLC通过FX2N-485-BD发有关命令信息后,各个子站均收到该信息,然后每个子站判断该信息的站号地址是否与本站站号一致。若一致则处理该信息并返回应答信息;若不一致则放弃该信息的处理。这样就保证了在网络上同时只有一个子站与主站交换信息。通信协议仍采用专用通信协议格式4,如图5、6、7所示。
4.3 PLC程序组成
PLC程序主要由主程序模块,通信组织子程序,接收数据帧处理子程序,发送数据帧处理子程序,电机速度的计算和比较、卷径计算子程序,故障处理子程序等组成。与PLC和PC机通信有关的主要功能指令如图8所示。
5 结论
本控制系统应用于吹塑薄膜生产线的牵引和卷取控制,避免了由于牵引速度和卷绕速度不同步而造成的薄膜在牵引辊上自卷或者薄膜厚度达不到要求等问题,使生产更加稳定,提高了薄膜收卷质量。