
由织造原理可知,剑杆织机是一种将经纱与纬纱交织成纺织物的高档织机设备。它主要由开口机构、打纬机构、引纬机构、送经和卷取机构等组成,其示意图如图9—1l所示。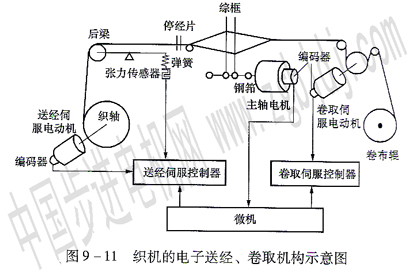
为保证生产连续进行,必须不断地送出经纱与纬纱,织成织物。而形成织物后,又应该及时将织物引离织口,并卷在布辊上。上面所说的完成经纱放出和织物卷取的机构,分别叫做送经机构和卷取机构。剑杆织机属于高档先进的织机。它采用交流伺服电动机构成的电子送经卷取机构,具有高速度、高质量、高可靠性、控制灵活方便的优点。
电子送经机构由经纱张力检测、信号处理及调节、织轴驱动等三部分组成。在纺织过程中,检测出经纱张力的大小,而后反馈给计算机做信号处理,与给定的经纱张力比较后,控制送经电动机运动。电动机的转速与经纱张力的误差信号成正比,因此电动机的转动就使经纱的张力被稳定在张力设定值。由此可见,这是一个恒张力控制系统,同时电动机的转速又调节了送经量的大小,它又是一个位置控制系统。可以这样认为,电动机在张力信号的作用下,以尽快速度实现运动,送出送经量(位置),而实现恒张力控制。在这个过程中,保证了恒张力条件下的送经采用交流伺服电动机对经纱张力的变化可以做平滑而快速调节。第一个负反馈环由光电编码器检测出伺服电动机的精确速度,对速度实现快速高精度控制;第二个反馈环为经纱张力控制,张力传感器输出的全幅经纱张力信号与给定值比较,差值作PID调节,控制送经纱电动机的起停或速度,保持经纱张力恒定。经纱张力控制系统 框图如图9—12所示。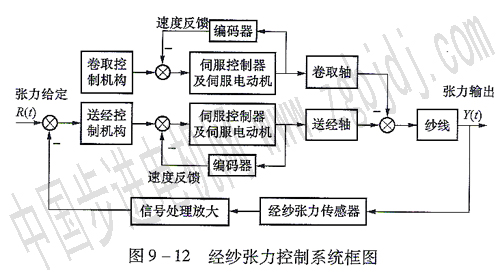 由图9—11可以看出,在织造过程中,经纱张力传感器与纱线通过杠杆机构相连,可以测量出当前的经纱张力值,传送到信号处理放大器,放大到送经控制器可
由图9—11可以看出,在织造过程中,经纱张力传感器与纱线通过杠杆机构相连,可以测量出当前的经纱张力值,传送到信号处理放大器,放大到送经控制器可
以检测到的水平。计算机根据当前的张力值和设定的张力值进行比较,采用一定的控制算法,输出一定数量的脉冲(相对于送经量)到伺服单元的电动机上,去控制送经纱电动机的运动。伺服电动机运动经过机械齿轮减速后,带动经纱轴运动从而实现送经运动。在系统中,控制对象是纱线,控制量为纱线的张力。卷取控制机构带动纱线向前运动,对于经纱张力控制系统而言实际上是一个扰动,该扰动时刻存在,在不断地改变着纱线的张力值。在图9—12中,R(t)是给定的张力值y(t)是实际张力输出值,就此而言,该送经控制系统实际上是一个通过控制送经量而实现的张力恒值调节系统。
电子卷取机构与送经机构要协同工作,保证按时、定长地将形成的织物引离织口,以获得工艺所要求的纬密,并保持卷取量准确、恒定,纬密调节快捷、简便、细微。卷取伺服系统由交流伺服电动机、伺服控制器、卷取辊、减速器、光电编码器等组成,卷取系统的任务必须与主机旋转保持同步,变纬密自适应,卷取辊应提供足够的握持力,保证稳定的传送织物。
主轴运动由带光电编码器的主轴电动机驱动,它要提供织机主轴转速和位置信号,为整个控制系统提供时间参考。用以保持送经与卷取运动与织机主轴同步,还要实现与织机的其他运动相协调。
在织机的电子送经与卷取系统中,一般的交流伺服电动机都可以满足要求,只要选择足够的功率和速度就可以了。对于主轴电动机采用交流伺服将会取得更好的效果.