一、高炉卷扬上料及布料过程简介
高炉上料的形式主要有两种:一是卷扬料车上料,二是皮带上料,由于料车上料占地面积小,在中小高炉中得到广泛的应用,如中型高炉卷扬系统采用双电机控制,小高炉采用单电机控制。卷扬上料系统的主要过程是:各种原料经过槽下配料后放入中间料斗,料车到料坑后,中间斗把料放入料车,中间斗闸门关到位并且炉顶准备好后,料车启动,经过加速-匀速(高速)-减速1-减速2,到达炉顶。
二、控制系统方案
(一)上料及炉顶系统主要电气设备
1.卷扬机构交流电机功率160kW,三相交流380伏一台。
2.冷却风机电机3.7kW,三相交流380伏一台。
3.料车制动器1kW,两相交流380伏两台。
4.料车行程编码器,OMRON一台
5.智能主令控制器一台
6.料车切换柜一面、交流变频传动柜2面,一用一备,制动电阻柜一面
7.料车变频器选西门子6SE70 200kW两台,配套制动单元
(二)基本工艺要求
1.料车卷扬机:料车卷扬机按料车行程曲线运行;
2.在PLC及操作台手
动方式下,满足高、中、低速调速要求;
3.料车启动、停车及加、减速应平稳,速度控制受负载(空载或满载)影响较小;
4.主卷扬有钢绳松弛保护和极限张力保护装置(过流保护);
5.料车有行程极限,超极限保护装置,低速检查保护;
6.料车尚未到达行程终点的卷筒反转保护;在卡车的状态下,可允许停车或有控下行。
(三)设计方案
系统框图如图1所示:
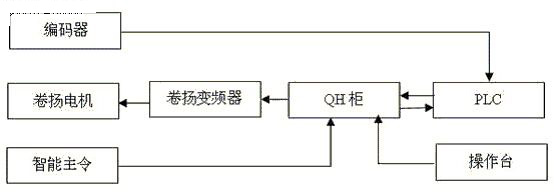
1.主卷扬变频调速装置 我们采用西门子公司的6SE70全数字交流变频调速供电装置。系统配置了配套制动单元和独立的制动电阻柜,采用能耗制动方式实现卷扬系统的制动。供电装置的工作方式选用一备一用方式,通过切换柜中的三刀双掷刀开关完成备用切换。每个变频器的控制信号通过切换柜的电气设备来完成基本联锁及控制,在主PLC与切换柜之间、操作台与切换柜之间利用继电器相互隔离,使料车的控制可以由PLC或操作台分别控制系统,提高整个系统的可靠性。抱闸由6SE70装置中的抱闸专用控制功能来实现料车运行中的抱闸控制及联锁控制。
调速装置的交流进线是通过交流进线电抗器解耦,并且进线电抗器设置在电源切换柜中,相当于两套变频器共用一台进线电抗器。在切换开关后面分别接两台出线电抗器,消除出线高次谐波,保护电机。
料车定位采用绝对值编码器来完成,信号是格雷码,以开关量的形式送给PLC;主令控制器采用增量式编码器,脉冲信号送给主令控制器的内部小PLC。料车定位编码器器通过Profibus-DP与PLC联网。
2.料车定位
高炉卷扬料车的传统定位方式是机械式的主令控制器,目前来看,使用起来有很多问题,定位精度差,现场环境恶劣,机械触点容易氧化,位置发生变化后,必须休风,跑几次空车,调整料车位置。我们现在采用的方案是智能主令控制器与编码器(PLC)结合对料车进行定位,通过数字面板来调整料车位置,如料车位置发生变化,只需在数字面板上改变料车位置的数值即可完成对料车的定位。同时,主令控制器所检测到的数据与主PLC中的数据相比较,误差小于允许值时认为定位准确。
3.料车运行简介
料车在料坑底部(另一料车在顶部),备料装好后,地坑闸门关闭,炉顶受料斗料空,申请上料,由主PLC发出命令给变频器,6SE70在接到开车命令后系统解封。通过6SE70系统中的抱闸控制功能,建立在抱闸状态下的转矩限幅给出的启车力矩电流后,6SE70系统发出打开抱闸命令,使抱闸打开,实现料车的平稳启动。当料车启动运行后,所需的运行力矩电流大于启车力矩电流后,原来建立的转矩限幅将恢复到正常的限幅值。启车后,料车将以启车加速度a1=0.25m/s2进行加速至V=2.36m/s。待炉顶另一料车退出分歧轨后,当上行料车运行至接近炉顶时,由主令控制器发出减速1信号给切换柜,由切换柜发给6SE70使料车按a3=0.25m/s2减速至V=1.0m/s的中速运行。当上行料车进入分歧轨前,主令控制器发出减速2的命令,使料车以a3=0.2m/s2减速,在此过程中主令控制器器还会发出低速检查命令,6SE70系统此时会根据料车在此点的实际运行速度作出比较判断,料车运行至炉顶时,主令控制器发出停车命令,由PLC控制6SE70完成停车,抱闸闭合,此时料车的停车位置应是工艺要求的角度,即能将车内的炉料倒净而又不撞极限弹簧。
4.料车运行保护
所有使用卷扬上料的厂家,最担心的就是料车失控,产生飞车事故,一旦出现此类事故,那么所造成的停产时间和损失都无法估算,为避免这样的事故发生,我们重要采取的措施是松绳检测和低速检查保护。有松绳现象出现时,松绳开关会立
刻给PLC发出信号,PLC收到松绳信号以后,立刻给供电装置发出停车命令,并同时给抱闸发出停车的命令。作为卷扬上料无论是直流装置还是交流装置,都是用速度闭环的方式,在工艺要求低速的地方增加主令控制信号,该信号触发变频器的速度比较功能,一旦出现飞车失控的现象,比较值大于设定值测速装置就会向供电装置发出真实的速度信号,装置通过对速度信号鉴别,发现本给定所需要的反馈信号不符,那么装置就会自动关闭,并同时向控制它的PLC发出故障信号,接到信号以后,PLC马上发出停车抱闸的指令,并按程序设定进行断电等其它保护措施。
5、系统特点
系统将PLC技术与变频器技术相结合,极大地提高系统性能,成为生产控制的坚实基础。在此基础上开发出以下几个有特色的功能。
(1)设备故障检测报警:这一功能由两部分构成:PLC中的实时检测程序和计算机上的报警及记录程序。
(2)料车定位:采用主令控制器与编码器(PLC)结合对料车进行定位,定位准确,调整方便,在约60m长的轨道上定位精度可达0.6cm。
(3) 料车启动控制:料车启动前,必须提前判断炉顶状态,防止在轨道中间停车。目前为追求产量,都是大料批上料,料车如在轨道中间停车,再启动时较危险。
(4) 安全独立操作方式:由主PLC和操作台分别独立控制主卷扬系统,并且与切换柜相互隔离,提高降低系统的故障率。
(5)开抱闸控制:开抱闸采用力矩电流的百分值由变频器BICO参数输出给抱闸接触器,来控制打开,通过现场调试测定合适的力矩值,在变频器建立起该力矩后,再打开抱闸,可有效的防止误动作及溜车故障。
(四)应用效果
卷扬控制系统是实现了高炉生产全过程自动控制的基础,通过采用先进的传感器技术以及稳定的PLC控制技术大大提高了这个高炉生产最重要环节的准确性和稳定性。系统自投入运行以来一直稳定运行,对高炉稳产、高产,降低成本,减轻工人劳动强度起着重要作用,取得了较好的经济效益和社会效益。
