一、清梳联的意义
将开清棉联合机输出的散棉,直接均匀地输配给多台梳棉机,由此组成的联合机称为清梳联合机,简称“清梳联”。清梳联将清花、梳棉两个工序联接成一个工序,取消了清棉成卷过程,省略了落卷、储卷、运卷和换卷等操作,减轻工人劳动强度提高了劳动生产率。取消成卷还可避免压辊压碎棉层内杂质,消除了退卷粘层以及接头不良等弊病,有利于减少生条含杂粒数和改善生条均匀度。清梳联是清梳生产技术的发展方向之一,是纺纱技术的一个重要标志,也是实现纺纱过程连续化、自动化、优质高产和低消耗的重要途径。
二、清梳联的工艺流程
清梳联的工艺流程如图3-8-1的所示,清棉机打手输出的原料由输棉风机均匀地分配到各台熟棉机的喂棉箱中,其给棉过程采用电子压差开关进行控制。当箱内压力低于设定值时停止给棉。喂给装置控制灵敏度准确,气流稳定,可保证棉层的均匀喂给。
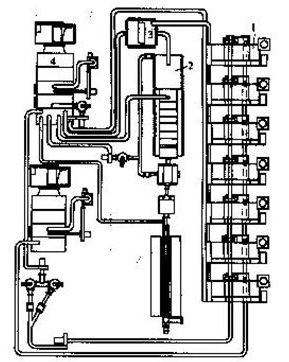
图3-8-1清梳联的工艺流程
1. 梳棉机 2. 输棉风机 3. 清棉机
一套开清棉联合机可以与多台梳棉机连接,所组合的梳棉机台数可以根据开清棉联合机的产量及梳棉机的产量来计算
即:M〔梳棉机配套台数〕= Q〔开清棉联合机的台时产量kg/台.h〕/G〔梳棉机的台时产量(kg/台.h〕
三、清棉联的连接装置
采用清梳联后,清棉机的机构大为简化,从清棉机打手部分输出的原料,由输棉风机经管道送入梳棉机机后的喂棉箱。
⒈配棉头 输棉管与梳棉机后部喂棉箱连接处起分配原棉作用的部分称配棉头,配棉头有高流速迫降式和低流速沉降式两种,如图3-8-2所示,图中(1)为高流速迫降式配棉头,内有挡棉板2(俗称羊角)、调节板1和插入板3,三者相配合,迫使输棉管内水平运行的棉块向下落入喂棉箱内,挡棉板的高度,调节板的角度和插入板的深度经适当调整,可控制落入棉箱中的棉量。
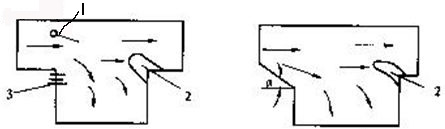
(1)高流速迫降式 (2)低流速沉降式
图3-8-2
图中(2)为低流速沉降式配棉头,其上方的输棉管在临近配棉头处,有一扩散角为α的斜面,使输棉管截面扩大,气流扩散,棉流速度降低,在挡棉板的配合下,使棉块落入喂棉箱内,改变挡棉板倾斜角度和扩散角的大小,可调节落入喂棉箱的棉量,扩散角α一般在30°~45°范围内调节。
⒉喂棉箱 喂棉箱以FA177A型为例,如图3-8-3所示,其规格见表3-8-1。
