
摘 要:针对高速拉丝机对拉丝模孔型结构的严格要求及拉丝模具生产和维修过程的需要,设计并研制了一套实用的拉丝模孔型测量仪。经过半年多的使用表明,拉丝模孔型测量仪使用方便、性能稳定,拉丝生产线上模具的损耗量大幅度下降。
关键词:拉丝模;孔型测量仪;单片机
拉丝模是钢丝拉拔生产的关键工具,它的质量水平直接影响钢丝质量、模具损耗、能耗和制品生产的经济效益。模孔结构及各部尺寸是模具质量的关键参数,特别是在高速拉丝机中,孔型结构不符合设计要求,将严重影响模具的寿命和拉丝机的拉拔速度。这就要求模具在生产过程中,操作者要及时掌握这些参数,以便进行必要的研磨修正,从而提高产品质量。
目前,金属制品行业通常采用将塑料胶液体浇注到模孔内,待凝固后取出,在投影仪下测取各部位尺寸,这种方法速度慢、精度差,不适应大规模生产的要求。据此,我们研制了一种基于单片机的拉丝模孔型快速测量仪,该机能迅速准确、方便直观地读取拉丝模孔内的各部尺寸,满足了金属制品行业拉丝模研究设计、制造检验的需要。
1 系统结构设计
1.1 拉丝模孔的结构特点
拉丝模孔的轴向剖面如图1所示,由入口锥A、压缩锥B、定径带C和出口锥D四部分组成。模具在生产过程中,要控制的参数有模孔沿轴向各部的几何尺寸以及锥角2β,2α,2γ等。因此,模孔型测量的关键问题是寻找合适的方法将孔型沿径向的变化(位移)测量出来,由于模孔定径带的最小直径为0.2mm,一般的测量方法无法实现内孔参数的直接测量。 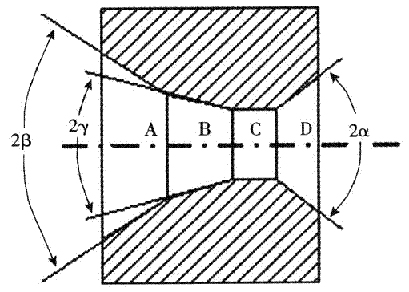
图1 拉丝模的轴向剖面图
1.2 测量系统的结构设计
为了快速准确地测量拉丝模孔型结构,我们设计了一种模孔型测量机构,如图2所示,由可移动的模具平台、测量探针、位移传感器和测控电路等组成。测量探针2一端尖细,可以深入到拉丝模孔内,中部可绕固定支座3转动,另一端通过一悬丝4和位移传感器相连。7为模具平台,用来放置拉丝模,平台下固定一直流电机5,经过齿轮减速后带动丝杠6转动,并带动模具平台沿模具的的轴向直线匀速运动。测量时,将模具1放于平台上,探针轻置于拉丝模入口锥的边沿,起动电机带动模具向右匀速移动。被测拉丝模孔型的微小变化,由位移传感器转化为电压信号输出。通过测量这一电压,拉丝模的孔型结构及各部尺寸被测量出来。测量结果可以通过液晶显示,也可通过串行口送入上位计算机进行分析和数据保存。 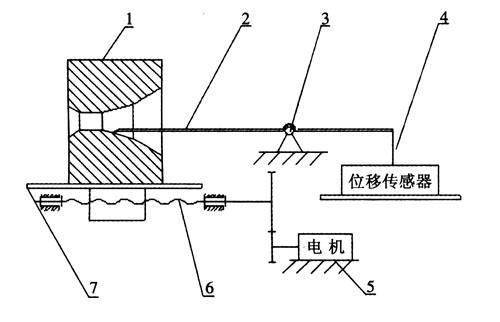
图2 模孔测量机构结构图
1—模具;2—测量探针;3—支座;4—悬丝;5—电机;6—丝杠;7—平台
2 电路硬件设计
系统以单片机为核心、包括传感器及信号调理模块、电机控制模块、串行通信模块、键盘及显示模块等部分组成。其结构如图3所示,电路设计主要解决好以下几个问题。
2.1 数据采集的精度
为了保证系统的精度,我们采取了以下措施:
(1)选择了结构简单、工作可靠、灵敏度高、线性好的FX-31型交流差动传感器(LVDT),其最高分辨率可达到0.1mV,频率响应在几百到几千赫兹内,能很好地满足模孔测量的需要。 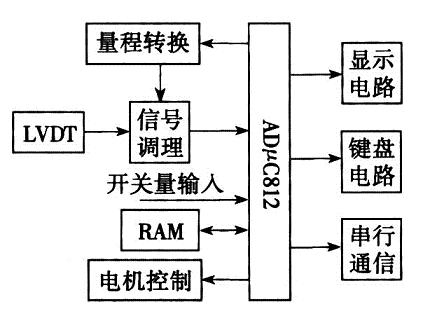
图3 系统电路结构图
(2)信号调理电路采用单片式限位移差动变压器信号调节器AD598。AD598与LVDT配合,能够将LVDT的机械位置转换成单极性或双极性输出的高精度直流电压。与传统的方法相比,它不需要恒定的幅值和频率的激励信号,不需要补偿LVDT原方与副方的相位偏移及温度、频率变化造成的偏移等。具有精度高、稳定性好的特点。
(3)单片机采用Analog公司新推出的ADμC812。内部集成了12位逐次逼近的ADC转换器。由于ADμC812在出厂前对A/D转换器进行了校正,并且在使用中还可以通过软件对A/D转换器进一步校正,可以保证系统中A/D转换具有高的精度。
2.2 与上位机的通信
通信电路由MAX232和MAX491组成,通过MAX232接口可以和计算机交换数据,由MAX491构成485接口可组成一个小的局域网,实现生产车间内多个测量仪和上位机的数据交换。从而实现产品质量的跟踪管理,为车间的质量考评提供依据。
2.3 显示电路
在研磨过程中,操作工需要及时地了解模孔结构,以便进行下一步的操作。通过显示电路可以显示出模型的结构曲线及各个参数。显示电路采用大规模集成电路并带有驱动器和控制器的点阵型液晶模块KS0713。它直接受单片机控制,接收8个并行数据,可将数据显示并存贮在模块内的数据存贮器内(DDRAM)。由于DDRAM中数据显示与液晶屏的点阵单元存在一一对应关系,汉字及孔型结构曲线是在液晶上将相应的点阵显示。
2.4 电机控制
系统测量中,根据不同的工艺要求,模具平台需要以不同的恒定速度平稳移动。这里使用微型直流电机带动平台运动,其控制电路采用TEMIC公司生产的直流负载脉宽调制(PWM)功率控制器U2352B。控制信号来自于ADμC812内置的D/A转换器,由于U2352B采用了脉宽调制方法控制电机的速度,具有控制范围宽,精度高的特点。
3 软件设计
整个系统软件是模块化设计,主要由主程序、数据采集子程序、数据处理子程序、参数设定子程序、显示子程序和通信子程序等组成。主程序完成对整个系统工作管理任务,包括初始化程序,键盘/显示管理程序等;数据采集子程序配合系统硬件实现对被测信号的采集;数据处理子程序包括数据滤波、数据分段、数值计算等程序;参数设定子程序用于设定各种测量参数(采样时间,模具长度等)。显示子程序分别用来显示设定、测量、计算的数值及曲线。由于数据处理采用了最小二乘法对数据进行分段线性拟合,计算量比较大,而且数据范围也较宽,因此本系统软件在数值计算上采用了多字节、浮点数计算。
4 技术指标
•拉丝模的内径测量范围:0.2~15mm;
•测量精度:0.01mm;
•模具平台行进速度设定范围:0.1~5mm/s;
•与上位机的通信速度:最大115.2Kb/s;
•设有模具到位限制开关,回程自校准等功能。
5 结论
与国外相比,我国拉丝模生产技术目前仍停留在20世纪50~60年代的水平,拉丝模的孔型设计、生产工艺、制模设备、检测仪器都比较落后。拉丝模孔型测量仪于2003年12月在咸阳钢管钢绳有限责任公司生产中的试验表明,拉丝模孔型测量仪使用方便、性能稳定。经过半年多的使用,拉丝生产线上模具的损耗量大幅度下降,日常维护维修量也明显减少。
拉丝模孔型测量仪在模具设计、生产和维修过程的使用,对提高我国拉丝模具的生产水平,提高拉丝机的拉拔速度和生产效益有重要意义。